

表 1低屈强比X70管线钢的化学成分(质量分数,%)
为了经济地将石油和天然气从遥远的港口或油气田输送到使用地区,虽然提高输送管道的壁厚可以提高输送能力,但也会大幅提高输送管道制作的成本,采用强度较高的薄规格低屈强比管线钢X70输送管道既经济适用又能提高输送效率,同时低屈强比管线钢更能适应管线恶劣的外部环境,因而加速了薄规格低屈强比管线钢X70的研制开发。
管线钢微观结构针状铁素体中析出的M/A岛的含量、形状、尺寸及分布等不仅影响对钢材力学性能及DWTT值有着重要影响,同时影响管线钢的屈强比,适当提高针状铁素体中M/A岛的体积分数可以提高钢材的强度。当其体积分数一定时,M/A岛尺寸越大,钢材强度越低。M/A岛的体积分数和大小一定时,有尖角的M/A岛则易产生应力集中而诱发裂纹,降低材料的强度和DWTT值。细小弥散分布的M/A岛状组织能阻碍位错运动和疲劳裂纹扩展,不易因应力集中而诱发裂纹,并使其长度小于裂纹失稳扩展的临界尺寸,可提高钢材的强度和DWTT值,同时显著降低屈强比[1-3]。
基于上述理论,均匀细小的M/A岛在不损害薄规格X70韧性指标的同时,显著提高抗拉强度,降低屈强比。热轧机组的变形量及冷却速度是影响M/A岛关键性工艺。本溪钢铁集团公司(简称本钢)根据2300 mm热轧机组自身的特点确定了合理的变形量和冷却速度,把厚度9.75 mm的薄规格管线钢M/A岛的数量、形状、尺寸和分布控制在合理的范围内,可以显著降低薄规格管线钢X70的屈强比(屈强比≤0.89)。
1. 材料成分及工艺路径
1.1 合金化路线
厚度9.75 mm的薄规格管线钢X70成分设计中不再采用传统X70(w(C)<0.060%)管线钢低碳设计,采用碳(w(C)<0.010%)、中锰含量、低硫(w(S)<0.0050%)、Nb-V-Ti合金化和钼微合金化路线,其设计成分和实际成分如表1所示。
1.2 工艺路径
生产厚度规格为9.75 mm的低屈强比(≤0.89)薄规格管线钢X70的主要工艺路径:
铁水预处理→转炉冶炼→精炼(RH、LF、Ca处理)→连铸→板坯加热炉→荒轧机组→精轧机组→层流冷却系统→卷取机组。
2. 生产工艺对M/A岛的影响及分析
2.1 变形量对M/A岛的影响及分析
在2300 mm热轧机组生产试验中,2架粗轧机组和7架精轧机组变形量分配设计3种工艺,变形量分配、性能指标及组织中M/A岛情况见表2。由试验结果可以看出,合理的粗轧机组、精轧机组道次及变形量分配,晶粒度尺寸不易过细过粗、组织均匀;适当增加粗轧压下量同时适当减小精轧机组压下量分配,有利于析出和均匀化M/ A岛组织。
表 23种方案试验调整变形量及结果分析
从生产试验结果可以看出,第1种工艺方案粗轧压下量分配过大,精轧机组压下量较小。从图1可以看出,第1种方案相变析出的针状铁素体中M/A组元不均匀,M/A岛长度超过7 μm,且呈长条行状,粗大不均匀。晶粒度尺寸过粗。体现在性能指标上强度和韧性指标较低。强度和韧性匹配不好。第2种工艺方案变形量分配得到的性能比较理想。强度和韧性匹配性良好,组织以针状铁素体+均匀细小M/A符合组织,晶粒度尺寸适当,屈强比≤0.89,屈强比符合设计要求。但是第1方案试验荒轧变形量分配过大,导致荒轧机组轧制负荷过重,不适合工业化批量生产。第3种工艺方案粗轧机组的变形量较小,精轧机组的变形量较大,组织主要是针状铁素体,几乎没有M/A组元,晶粒度尺寸过细,强度和韧性指标较好,但屈强比较高,超出要求。同时精轧机组超负荷能力轧制,这种楔形工艺对精轧机组破坏力较大,不适合工业化生产。

根据本钢2300 mm热轧机组实际情况,铸坯厚度和成品钢卷的厚度固定,总压下量不变,分析再结晶区和未再结晶区的压下量大小对M/A岛组织的影响。荒轧属于再结晶轧制区域,精轧机组属于未再结晶轧制区域,未再结晶轧制区域形成M/A岛形核区域。在保证荒轧机组和精轧机组的轧机不能超过负荷能力的同时,又能保证再结晶轧制区域的变形达到对晶粒有效细化和均匀化。适当降低未再结晶轧制区域(7机架精轧)道次变形量,使晶粒度不易过细或过粗,进而保证在精轧出口钢板针状铁素体组织中出现分布均匀和细小弥散M/A岛组元。从机能数据和试验过程分析,第2种工艺方案变形量分配比较理想。
2.2 冷却速度对M/A岛的影响及分析
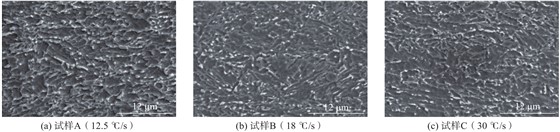
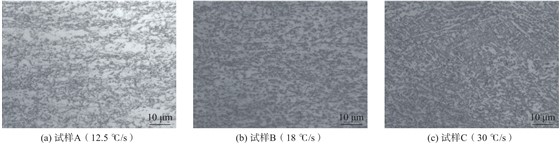
通过试验轧制结果分析确定合理的热轧机组荒轧和精轧最佳的压下量分配。终轧温度设定为810 ℃,设定3组不同的卷取温度进行轧制,不同的卷取温度达到不同冷却速度见表3。轧制后通卷取样进行机能检验和显微组织分析。各点试样用扫描电镜分析M/A岛尺寸、质量分数。
表 3温度点及冷却速度设定
由图2和图3可知,对比三组试样A、B、C的M/A岛组织分布、组织均匀性和M/A岛尺寸。试样A冷却速度小,M/A岛组织分布不均匀,组织均匀性差,M/A岛相对较多、大小不均;试样B冷却速度提高,M/A岛组织分布均匀,组织均匀,M/A岛尺寸大小均匀;试样C冷却速度最大,组织主要是针状铁素体+少量粒状贝氏体量,检验没有发现M/A岛组织。因此适当的卷取温度、适当的冷速速度,有利于提高组织中M/A岛组织均匀分布,形成小尺寸M/A岛组织,并且促使组织均匀。
冷却速度过大也有不利的一面,研究认为针状铁素体中富含碳,冷却速度越大,温度降低越快。而温度越低,碳扩散越困难,不利于形成一定量的共析铁素体,影响管线钢的韧性指标。
3. 结束语
厚度规格为9.75 mm的X70是高强度和高韧性匹配良好的管线钢,组织中以针状铁素体+均匀细小的M/A组元复合组织,均匀细小的M/A组元的有效控制能使X70管线钢DWTT和屈服强度显著提高同时可以显著降低屈强比。通过合理控制粗轧机组和精轧机组变形量以及适当的冷却速度有利于控制M/A的分布、尺寸和组织均匀性,降低屈强比。根据生产试验对变形量和冷却速度进行控制:
(1)粗轧机组前三道次变形量控制在35%~45%之间,适当减小中间坯厚度,根据2300 mm热轧机组轧制能力,控制中间坯厚度55 mm。适当减小精轧机组的变形量,使组织中的晶粒度不易过细。组织主要为针状铁素体和均匀细小的M/A岛,促使厚度9.75 mm的薄规格X70管线钢同时具有良好的强韧性匹配。屈强比≤0.89,与传统管线钢轧制工艺相比屈服强度略微下降10~20 MPa,抗拉强度提高18~30 MPa,屈强比降低明显。
(2)根据生产试验得出,薄规格X70管线钢的冷却速度适当降低到16~22 ℃/s范围内比较合理,组织中析出M/A岛形状近椭球形且尺寸较小。实际生产卷取温度控制在530 ℃左右,大幅度降低了对设备的冲击,解决了夏季高温季节对生产环节的限制,大幅降低生产成本,提高生产效率。
(3)薄规格低屈强比高级别管线钢X70较传统管线钢更能适应工作环境的复杂性,制成管后管体变形裕度更强、均匀变形量、临界裂纹系数和承载外界破坏能力更大。同时增强了极端条件下管道工程抵抗自然灾害的能力,提高管道工程使用的安全性,带来了巨大的经济与社会效益。
来源--金属世界