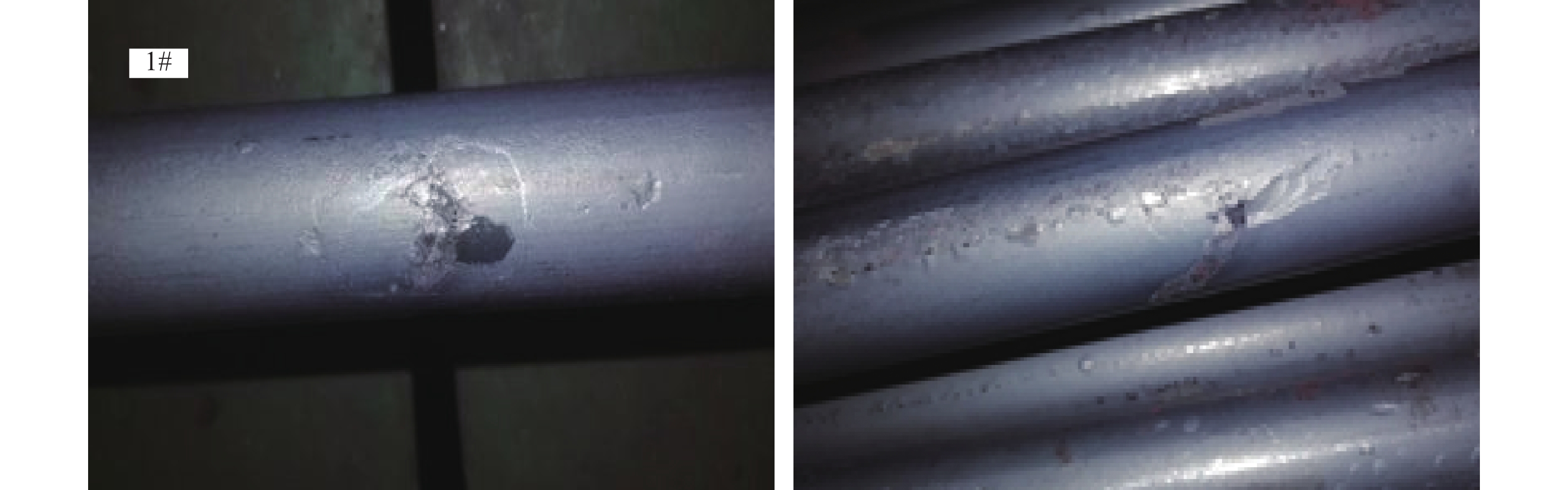
图 1 1#小烂边缺陷试样形貌

圆钢被广泛应用于机械、建筑、船舶等行业,不仅对其组织性能有严格的要求,还要求具有优越的表面质量。圆钢一般由连铸坯经初轧、粗轧以及精轧等一系列轧制工艺完成。由于连铸坯容易存在疏松、裂纹等缺陷,在轧制过程中生产的圆钢易产生裂纹、划伤、轧痕等表面缺陷[1]。目前,随着各行业对圆钢表面质量的要求越来越高,如何避免圆钢表面缺陷的产生,已成为热点问题[2-5]。圆钢烂边缺陷是缺陷品中出现率较高的,根据对其连续几个月的统计分析,其烂边率高达2.04%,然而对圆钢烂边缺陷的研究相对较少。
本文采用金相显微镜(OM)、扫描电镜(SEM)及能谱(EDS)等手段对热轧圆钢烂边缺陷进行了表面形貌分析,探讨了圆钢烂边缺陷的形成原因,并制定了相应的控制措施,问题得到解决,为提高圆钢表面质量提供参考。
热轧圆钢烂边缺陷主要类型有两种:一种为轧材表面出现比较细密,分布无规律细小烂边(见图1);另一种为轧材出现大烂边(见图2)。
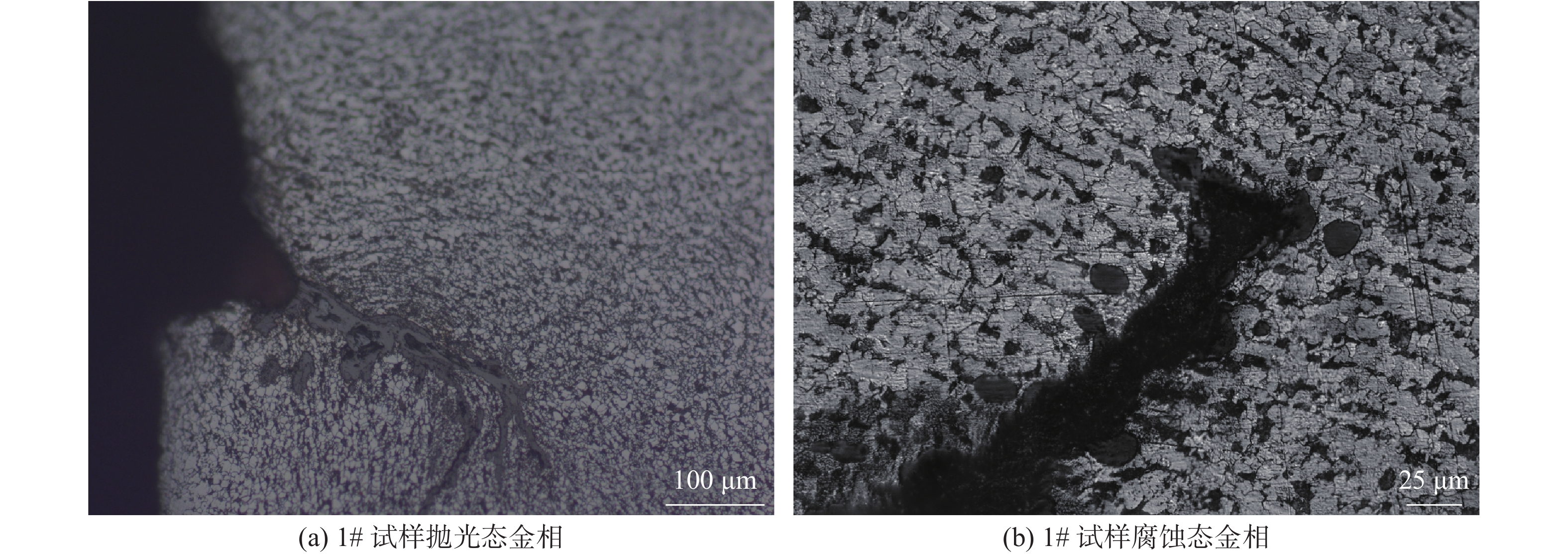
1#试样轻微的缺陷处未出现明显翘皮和层状现象,而严重的缺陷部位则出现了明显翘皮和层状现象,主要是金属内部组织存在大量位错,而位错在缺陷部位延伸方向的拉应力作用下加剧了移动[6],这是有些部位出现了屈服现象而导致与轧件基体不能压合的翘皮和层状明显暴露出来。
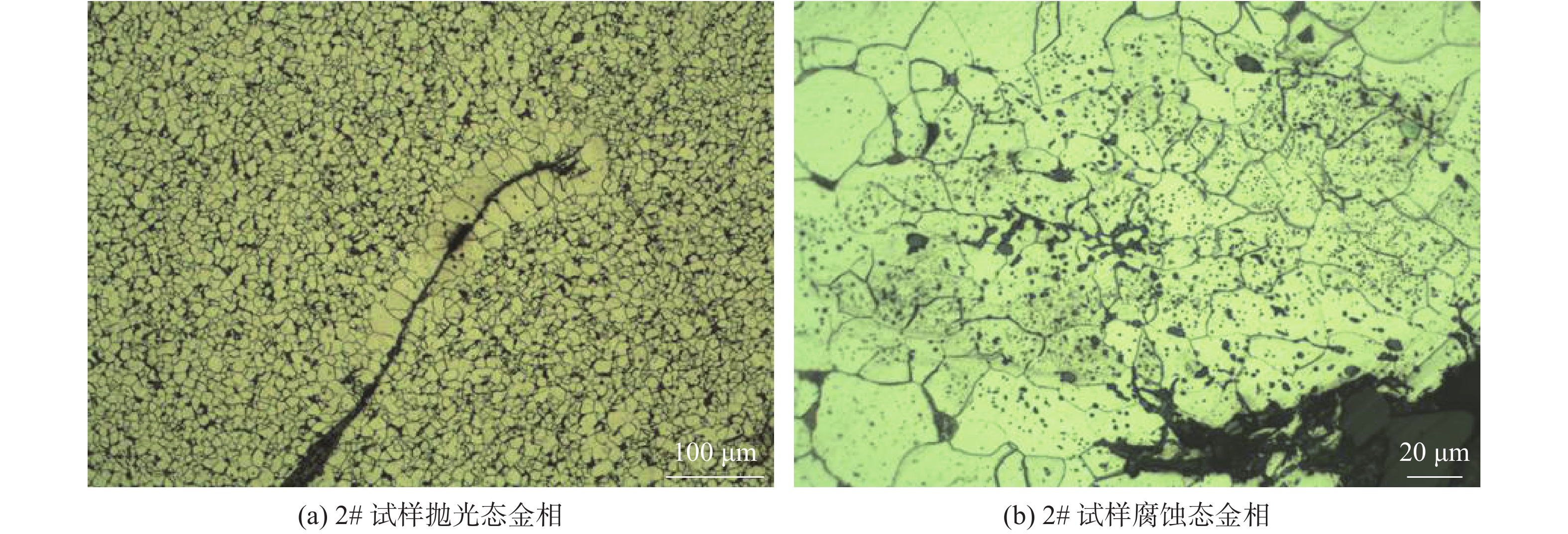
2#试样经现场大量宏观观察,在整根轧件纵向长度上表现轻重程度不同,且形态形貌不一,出现频次和在成品圆钢的分布也分布零乱,说明此缺陷的产生具有随机性和偶发性。
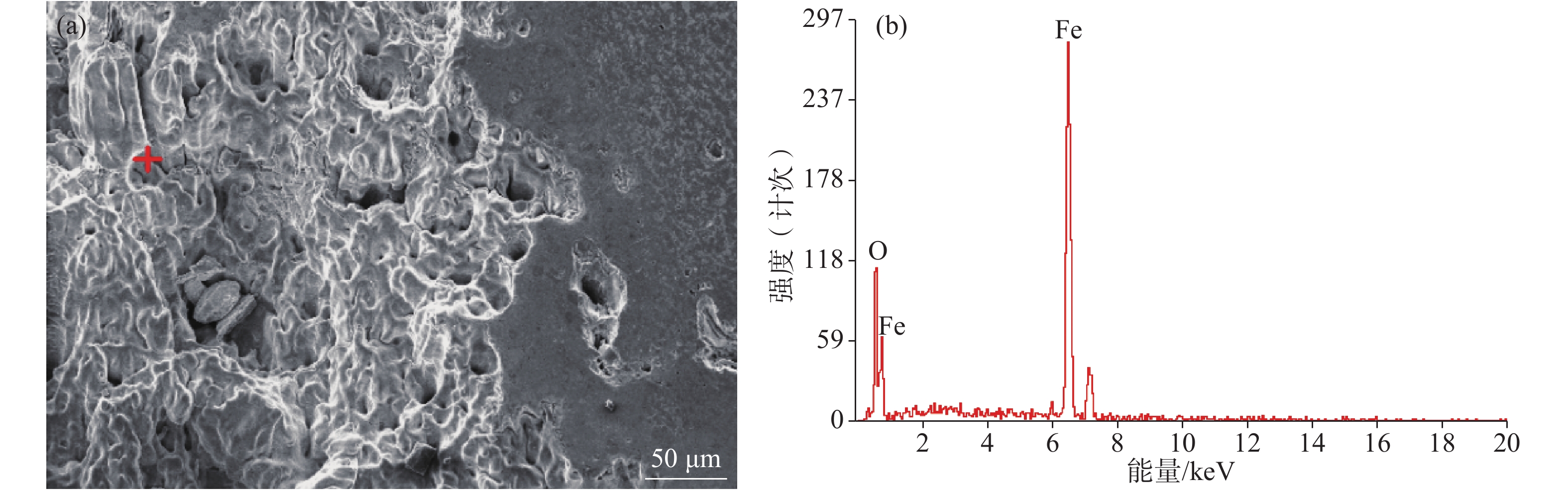
1#试样缺陷部位无晶粒明显长大、无明显脱碳、无氧化质点(如图3),这也说明铸坯在加热过程中无过热或过烧现象[7]。但在裂纹缺陷和基体的位置发现裂纹壁呈鳞状,存在大量氧化铁,主裂纹尖端处出现裂纹分支及裂纹延伸,裂纹两侧也同时分布着氧化铁脱落引起的孔洞。
2#试样缺陷部位有晶粒明显长大、明显脱碳、氧化质点(如图4),其轮廓明显,显微镜观察裂缝内充满氧化铁类夹杂。个别试样开裂处组织正常,但裂纹内及其前端存在夹杂物。
1#试样裂口处没有发现明显异物,周围的裂纹表面平滑,但缺陷位置存在裂纹及气孔形貌。能谱分析表明,裂缝内鳞状型物质主要为铁的氧化物,结合金相图(如图5),推断热轧圆钢轧制烂边是由铸坯微裂纹及皮下气泡缺陷经在加热炉中加热被氧化[8],因此裂纹中就形成了以氧化铁为主的夹杂。再经多道次的轧制缺陷被暴露和扩展形成。
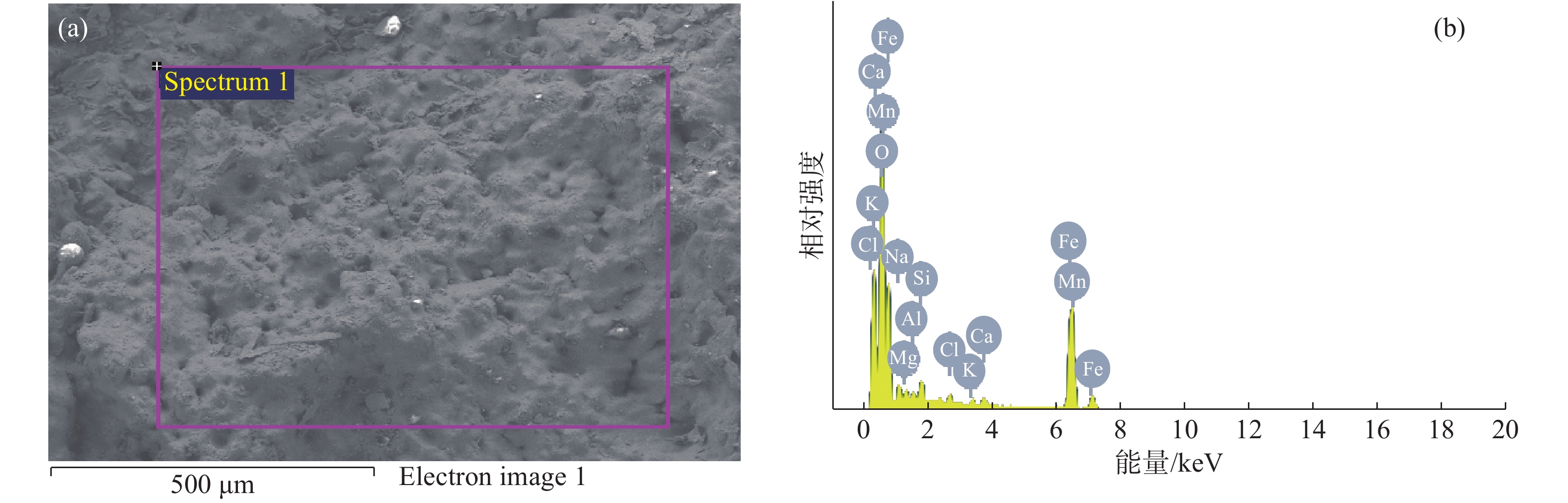
2#试样裂纹断口处表现为大量的凹凸悬浮状物质,附近轧制面上的微裂纹处有大量与基体明显不同的颗粒状物质。能谱分析如图6,裂纹处的颗粒状物质为含Ca、K、O、Na、Al、Si、Mg、Cl等元素,其主要来源于保护渣或者钢渣带来的杂质,可以推断,此类裂纹在结晶器中形成,在轧制过程中进一步扩展。
(1)较小的烂边主要是由钢水脱氧不良、二冷水冷却不均和角部局部冷却过强等引起的近表面缺陷在加热炉中被氧化,再经多道次轧制缺陷被暴露和扩展而形成的。
(2)较大的烂边主要是由于卷渣、原材料水分偏大、结晶器冷却条件不良和钢水中[S]、[O]含量高,[Mn]/[S]比较低等原因造成的。
(1)优化二冷区配水,使其在不同拉速和不同断面连铸坯下的冷却强度均匀合理,强化连铸设备维护,减少铸坯局部冷却不均。
(2)保证结晶器的倒锥度,严格二冷区的对弧。
(3)提高转炉冶炼终点控制,减少因拉碳温度不合适或化渣不透造成的点吹。
(4)严格执行补加脱氧剂制度,并适当延长吹氩时间,促进生成的夹杂物、气体等从钢液中充分上浮,达到钢水脱氧效果良好。
(5)使铁水在混铁炉中充分混合均匀,保证铁水硫含量控制在0.030%以下。
(6)降低钢中S含量,提高锰硫比,确保锰硫比不小于15。
(7)强化对原材料的烘烤效果,尽量减少钢中由水分带来的气体含量。
(1)较小的烂边主要是由钢水脱氧不良、二冷水冷却不均和角部局部冷却过强等引起的近表面缺陷在加热炉中被氧化,再经多道次轧制缺陷被暴露和扩展而形成。较大的烂边主要是由于卷渣、原材料水分偏大、结晶器冷却条件不良和钢水中[S]、[O]含量高,[Mn]/[S]比较低等原因造成的。
(2)通过优化二冷区配水、改善连铸坯冷却效果、强化转炉冶炼工艺操作、降低钢水[S]含量等措施,铸坯和钢水质量得到提高,热轧圆钢轧制烂边缺陷大量减少,经济效益十分明显。
来源--金属世界
上海国检浦东检测技术有限公司 版权所有 【沪ICP备2022009160号】 百度统计
全国统一服务热线:19957359631
客服手机号:19957359631
电话:021-33362016 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:上海市闵行区莘建东路58弄2号502室
备案号:沪ICP备2022009160号
技术支持:追马网
 下载:
下载: