表 1 2019年安钢铁前系统主要设备匹配情况
| 焦炉 | 烧结机 | 高炉 | ||||
| 炉别 | 炭化室高度/m | 熄焦方式 | 机型 | 有效烧结面积/ m2 | 炉别 | 炉容/ m3 |
| 三炼焦 | 4.30 | 干熄 | 1#烧结机 | 360 | 1#高炉 | 2200 |
| 四炼焦 | 6.00 | 干熄 | 2#烧结机 | 400 | 2#高炉 | 2800 |
| 五炼焦 | 7.63 | 干熄 | 3#烧结机 | 500 | 3#高炉 | 4747 |

随着党的十八大把生态文明建设纳入中国特色社会主义事业总体布局,“绿水青山就是金山银山”的绿色发展理念日渐深入人心。削减大气污染排放,打赢国家蓝天保卫战则是生态文明建设的重中之重。为此,我国于2018年制定了“打赢蓝天保卫战三年行动计划”,明确提出经过三年努力,大幅减少主要大气污染物排放总量,协同减少温室气体排放,进一步明显降低细颗粒物(PM2.5)浓度,明显减少重污染天数,明显改善环境空气质量,明显增强人民的蓝天幸福感。
对于政府来说,随着大气治理经验的累积和社会不同行业的积极反馈,其在打赢蓝天保卫战的措施上更加完善,力度上也更加强化。在管控钢铁企业减排方面,主要体现出三个变化。一是在时间跨度上由2018年重点针对采暖季排放管控进一步发展为贯穿全年,根据每个月、每一天的大气质量预判相应的动态进行管控;二是在管控的方式上由以往的控工序发展为当前的控制排放总量,由企业按照排放要求结合自身特点自主决定生产的机组;三是在管控的形式上由以往粗放式管控变为依据天气条件和企业治理现状实行精准化、科学化、差异化管控。
与此同时,钢铁企业主动适应国家要求,在不断加大污染治理升级改造等硬件投入,满足环境要求的同时,如何适应多频次、大力度的环保管控,在频繁变化的生产条件下顺利建立起稳定、均衡、经济、高效、安全的运行模式,是当前钢铁企业都需要解决的一个难题,也能够体现出钢铁企业在生产运行方面的核心竞争力。
系统一词是由部分构成整体的意思,是有组织的和被组织化的全体集合。在钢铁企业的整个制造流程中,各工序看似功能不同、特点各异,实则互相制约,互相依赖,共同构成了整个生产系统。
系统论的基本思想方法,就是把所研究和处理的对象,归为一个系统。分析系统的结构和整体功能,在此框架内研究各要素的相互关系和变动的规律性,并以系统观点优化解决。
在纷繁复杂的生产过程中,各工序因素由于自身和外部环境的改变都在不断的发生着变化。为确保在动态变化中实现全工序流转的平稳均衡,就需要建立系统思维。
安钢以“绿色环保、降本节约、提质增效”为发展目标,铁前系统经过几年的快速发展,装备工艺不断升级换代,实现了设备大型化、自动化,工艺集约化、系统化(表1)。原有的生产管理模式逐渐显露出多工序各自为战,工序间信息传递低效迟缓等不足,直观结果就是焦炭、烧结矿及原燃料难以满足高炉需求,高炉炉况频繁波动,生铁成本居高不下、生铁产量低迷等不理想的结果。
| 焦炉 | 烧结机 | 高炉 | ||||
| 炉别 | 炭化室高度/m | 熄焦方式 | 机型 | 有效烧结面积/ m2 | 炉别 | 炉容/ m3 |
| 三炼焦 | 4.30 | 干熄 | 1#烧结机 | 360 | 1#高炉 | 2200 |
| 四炼焦 | 6.00 | 干熄 | 2#烧结机 | 400 | 2#高炉 | 2800 |
| 五炼焦 | 7.63 | 干熄 | 3#烧结机 | 500 | 3#高炉 | 4747 |
为了解决这个矛盾,安钢以系统论为指导思想,打破原有生产管理体系,成立了铁前一体化工作组,推行“一体化+趋势化”的生产管理模式,以高炉为中心,协调焦炭、烧结矿及其他原燃料的生产。并且依据不同级别的限排限产,进行分级管控,科学匹配高炉生产模式,同时,将余裕产能资源结合市场形势进行灵活经营,实现资源创效。
安钢原有的生产管理体系是以工序为节点进行集中管理,即焦化工序统一由焦化厂管理,烧结工序统一由烧结厂管理,原料以及高炉工序由炼铁厂管理,这种管理模式集中高效,特别是在工艺设备升级改造前,设备以小型化为特点时有显著优点。但随着以高炉为核心的工艺设备逐渐大型化,生产流程发生了脱胎换骨的改变之后,原有的生产管理模式便不再适用,新的“四位一体标准化”模式便应运而生。
“四位一体标准化”是指打破原有的线性管理模式,以“原料”供应链穿针引线,以“焦化、烧结、高炉”三大工艺要素为核心,建立铁1系统、铁2系统、铁3系统,进行扁平化、产线化管理,“四位一体标准化”生产管理模式以“高炉”为核心,依据高炉的运行情况,对“原料、焦炭、烧结矿”进行定制化、标准化供应,如表2所示。
| 系统 | 焦炭重点管控指标 | |||||||
| 焦侧标准温度/℃ | 干熄焦排焦温度/℃ | 灰分/% | 灰分命中率/% | M40 | M40命中率/% | CSR | CSR命中率/% | |
| 铁1 | 1310±7 | ≤200 | ≤12.6 | ≥90 | ≥86.00 | ≥90 | ≥65.0 | ≥90 |
| 铁2 | 1280±7 | ≤200 | ≤12.6 | ≥90 | ≥84.39 | ≥90 | ≥65.0 | ≥90 |
| 铁3 | 1270±7 | ≤200 | ≤12.5 | ≥90 | ≥88.00 | ≥92 | ≥67.0 | ≥90 |
| 系统 | 烧结重点管控指标 | |||||||
| 布料厚度/mm | 抽风负压/kPa | 转鼓 | 转鼓命中率/% | 筛分指数/mm | 筛分指数要求/% | 粒级/mm | 粒级要求/% | |
| 铁1 | ≥650 | ≤17.0 | ≥78 | ≥85 | <5 | ≤5.0 | <10 | ≤25.0 |
| 铁2 | ≥650 | ≤16.5 | ≥78 | ≥85 | <5 | ≤5.0 | <10 | ≤25.0 |
| 铁3 | ≥750 | ≤19.5 | ≥80 | ≥85 | <5 | ≤5.0 | <10 | ≤25.0 |
| 系统 | 高炉重点管控指标 | |||||||
| 风量/(m3/min) | 压差/kPa | 炉芯温度/℃ | 物理热/℃ | 生铁含[Si] | 命中率/% | |||
| 铁1 | 4300±50 | ≤170 | >500 | 1500±10 | 0.3%~0.5% | ≥80 | ||
| 铁2 | 5000±50 | ≤180 | 300~600 | 1510±10 | 0.3%~0.5% | ≥80 | ||
| 铁3 | 7300±50 | ≤190 | ≥280 | 1510±10 | 0.3%~0.5% | ≥80 | ||
| 注:灰分指焦炭灰化后,其固体残留物中各种氧化物的含量;M40指焦炭的抗碎强度;CSR指焦炭的反应后强度;命中率指指标性能符合要求的百分比;转鼓指烧结矿机械强度;筛分指数是指成品烧结矿中粒度<5 mm部分的质量百分比,即含粉率。 | ||||||||
趋势化管理则是以四位一体标准化为基础,以突出高炉的长期稳定顺行为目标,加强关键参数分级管控,建立高炉运行参数三级管控体系。公司级管控参数(A级):包括日产量、焦炭负荷、燃料比、压差等参数;厂级管控参数(B级):炉芯温度、热负荷、炉墙温度、煤气利用率、炉缸工作状态等;车间级管控参数(C 级):风压、风量、风温、[Si]、[S]、渣碱度、氧量、铁口深度、出铁正点率等。
四位一体各工序运行及产品质量参数按照趋势管理要求运行,专人管控,对内部主要参数每天趋势进行跟踪分析,对于偏离标准的数据必须及时进行修正,使其按期回归标准之内。同时及时分析、总结、归纳,以产线为单位召开内部分析会,当外围发生波动或条件发生变化时,提出运行参数的调整建议。产线系统每天召开三长会,对炉况及关键参数运行情况进行分析,制定操作方针,建立运行参数台账,并进行分析和考核。定期召开趋势化管理会议,各系统负责人通报各产线工艺运行参数变化趋势,对超出标准范围的数据进行原因分析和改正。
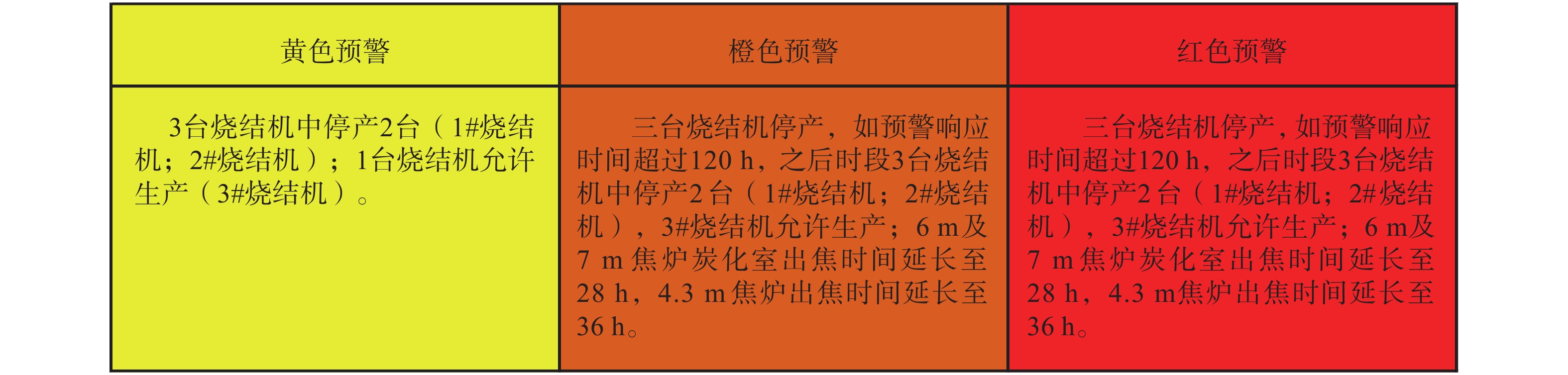
地方政府依据实时监测空气质量结果,制定了分级预警制度,并针对长流程钢铁制造行业的工序特点,以污染物排放量为指标,分级制定了限产减排的具体要求。为了兼顾经济效益与社会效益,安钢一边加大投资,不断地建设、投用新型环保设备和环保工艺,一边依据实际情况情况,把污染物排放量占据比例较大的烧结工序作为限产减排重点,制定分级管控措施如图1所示。
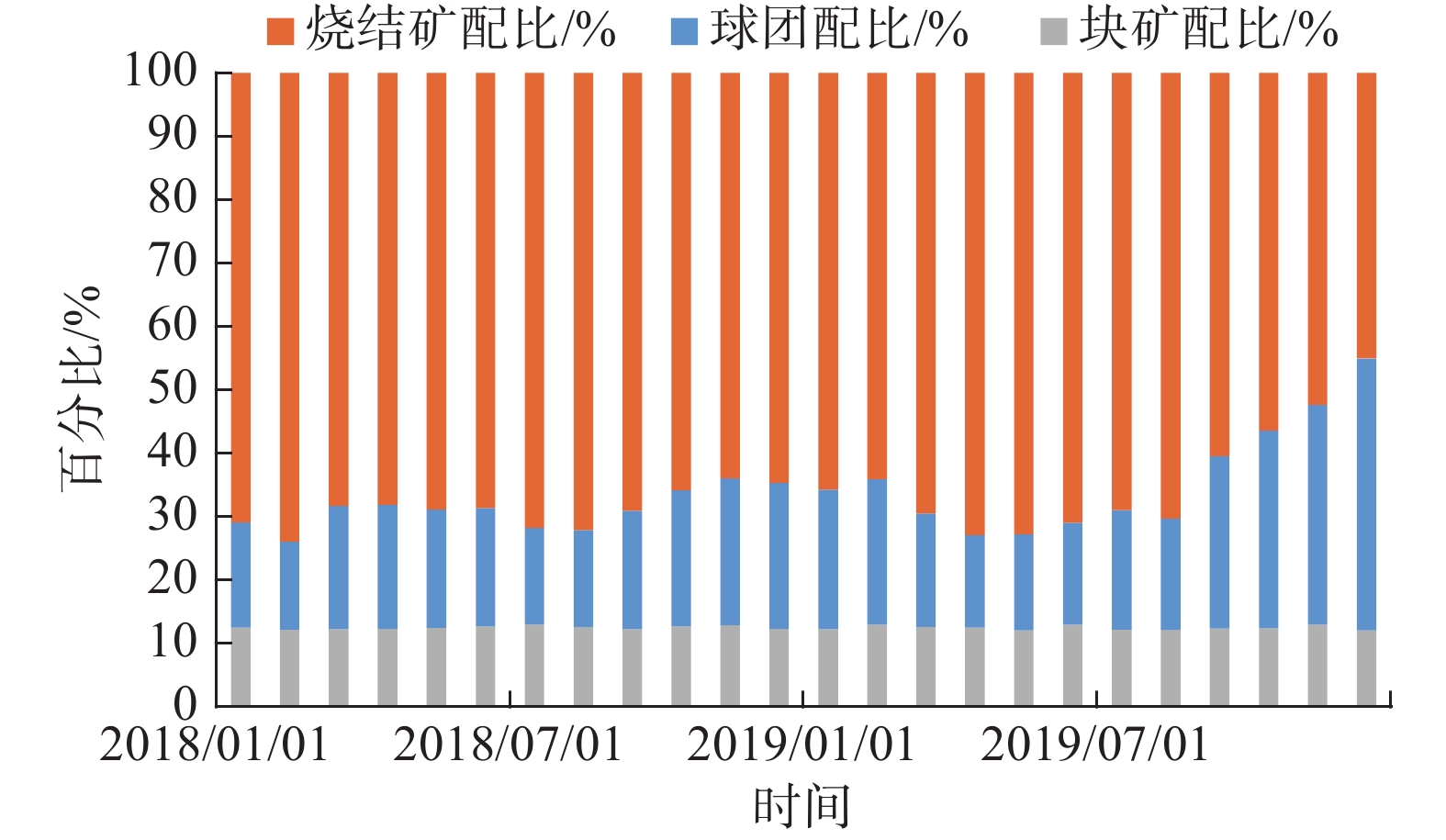
烧结机限产减排的严格执行,导致烧结矿供应短缺,为了维持高炉稳定运行,安钢开源节流,一方面合理安排烧结机检修,充分把握限产窗口期,储备烧结矿;另一方面灵活调整铁烧平衡,大幅降低烧结矿比例,提高球团矿比例,通过对国内外钢铁企业炉料结构的综合分析和实验研究,酸性球团矿由于高温冶金性能与烧结矿差异较大,不利于高炉稳定运行,碱性球团具有良好的冶金性能,因此,根据安钢现有装备条件进行链篦机回转窑生产碱性球团,并在1#高炉、2#高炉、3#高炉进行大比例球团矿实践,如图2所示,取得了良好的效果。
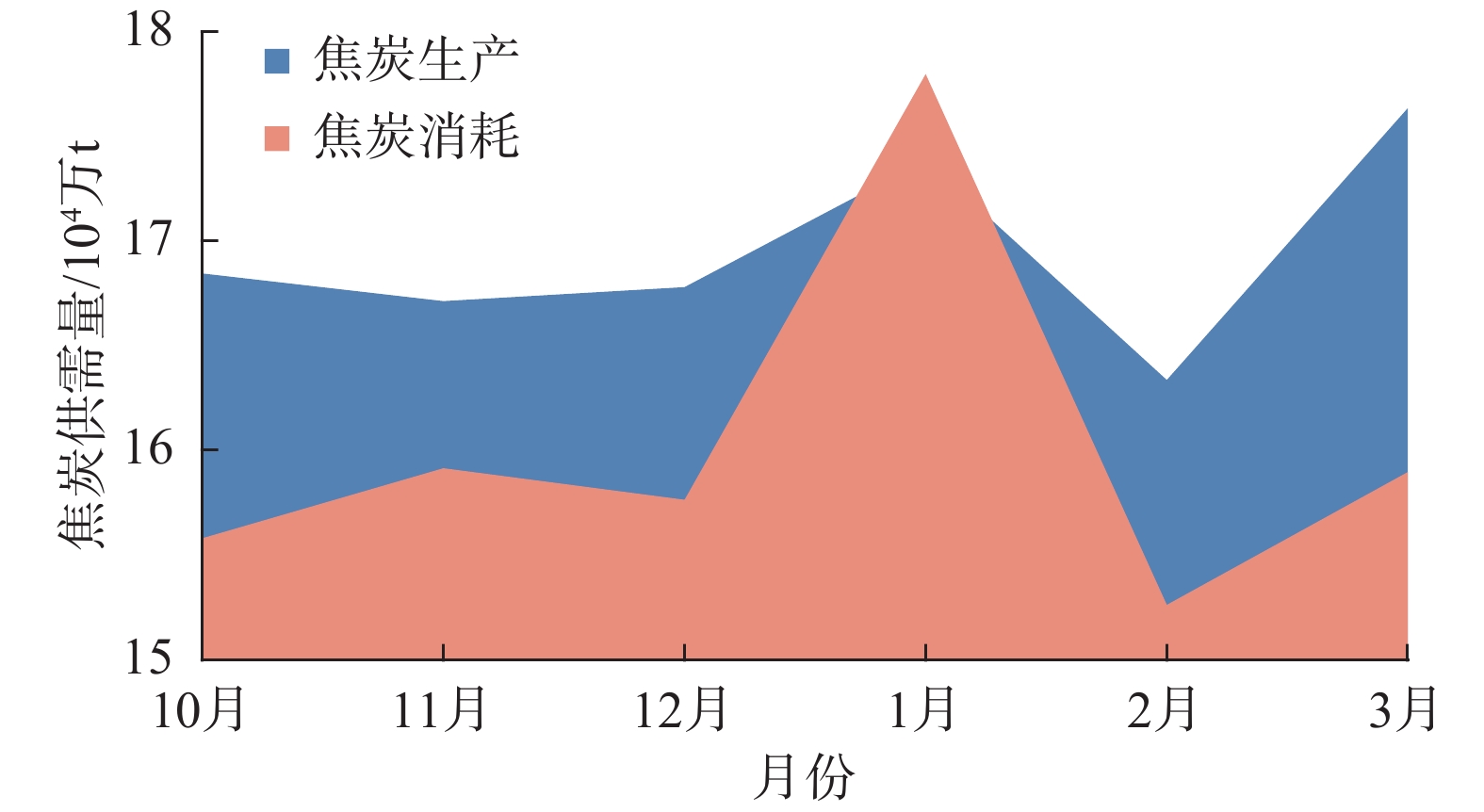
根据木桶效应,由多块木板组成的木桶,其价值在于其盛水量的多少,但决定木桶盛水多少的关键因素不是其最长的板块,而是其最短的板块。烧结工序生产受限,无法满足高炉生产需求成为了安钢铁前系统的短板。与之形成对比的焦化工序,虽然同样受分级管控的影响,但在满足高炉需求的前提下仍有余裕产能,成为系统长板,2019年10月—2020年3月的供需平衡折线图如图3所示。
由于焦炭长期落地存放不仅会占用场地空间和企业资金,增加费用成本,还会导致焦炭粉化,性能指标下降,不利于高炉稳定运行,同时落地存放还会带来扬尘等环境问题,因此,不宜大量、长期存放。安钢紧盯市场,把握采暖季焦炭市场行情上扬的机遇,进行富余焦炭外销的灵活经营,在充分利用了焦化工序的机组产能的前提下,既降低了资金占用、节约了费用成本,又为储存烧结矿腾出空间和场地,减少了扬尘等环境问题,挖掘出难以产生价值的“长板”之潜力,实现了经济创效和绿色创效的双赢。
由于环保限产的直接影响是铁前工序,生铁产量的降低,造成炼钢工序原料不足,轧钢工序坯料不足、待料停车,使得订单超期、订单流失的情况也越发明显,对企业经营造成严重影响。为了缓解这种负面影响,安钢通过优化生产组织、开展管理模式创新,分阶段、分重点的开展增钢增产增效,减少限产带来的影响,同时开展“五定”管理,优化资源配置,实现减铁减产不减效。
环保限产期间,高炉产量受限,生铁供应难以满足炼钢工序的需求,因此适时开展实施“节铁增钢”生产运行模式,挖掘废钢使用潜力,紧紧围绕铁耗目标,全力以赴降低铁水消耗、增加废钢使用量,进一步释放生产系统产能,在满足公司系统整体铁钢平衡的条件下,按照转炉检修计划分为四个阶段,吨钢综合铁水消耗目标分别为875、870、865、840 kg。
为了节铁增钢工作的稳定有序推进,需要从以下几个方面入手:一是在炼铁与炼钢两大工序中建立联动机制,形成上道工序对下道工序的服务意识。通过铁水质量的稳定为炼钢工序优化操作创造条件,为此建立了“铁水的分类管理和按质计价”的管理制度,为铁水质量的稳定提供保证;二是优化铁钢界面的运行组织,即优化铁水运输过程管理,通过合理配罐,控制过程节点,优化检定修模型等手段降低铁水罐周转时间减少铁水过程温降;三是将炉料价效评价结果与生产实际相结合,优化炼钢过程组织。结合当期公司生产组织模式形成稳定的铁钢平衡关系,建立便捷高效的转炉炉料结构优化的价效评价体系,为炉料结构优化提供正确的方向,缩短单斗废钢装入时间的同时增大废钢装入量,进一步梳理炼钢流程,提高转炉冶炼效率的同时寻找过程中新的废钢加入点;四是优化废钢采购模式,拓宽供应渠道,控制采购成本,保证废钢质量的同时稳定炼钢工序废钢配料结构;五是厂区内针对废钢运输车辆的增加要相应的优化接卸车流程,提高物流效率。
由于气候的周期性原因,每年4—10月份气象条件有利于粉、尘等污染物的消散,在此期间铁前系统具备满负荷生产的外部条件,生铁供应能够满足转炉炼钢的原料需求。并且随着三座35 t转炉停产停炉,按计划拆除进行产能置换,导致生铁供大于求,转炉的生产能力成为制约高炉运行的新因素。因此,开展转炉精益高效化生产攻关,不仅可以解决铁钢平衡这一矛盾,还能兼顾增钢增产、提升整体效益。
围绕转炉以分秒必争的思路组织精益高效生产,构建冶炼工艺时长模型(见表3),严格执行不等铁、不等废钢、不等渣罐、不等钢包、不等成分的转炉“五不等”管控原则。具体措施有:上料过程中专人负责加料跨指挥协调天车作业,加料跨天车紧密高效分布,实现上料快速移动及作业;吹炼过程中严格按照规程操作,提高控制水平,加强石灰等原材料质量监督检查,早化渣、化好渣,控制好终渣,终点温度大于1630 ℃,不倒炉出钢;出钢作业前确保钢包到位,用氮气打渣或加抑制剂出钢,倒渣前确保渣罐到位,可倒出部分渣再溅渣缩短溅渣护炉时间,精益溅渣操作。
| 工艺 | 装废钢 | 装铁水 | 吹炼 | 测量终点 | 副枪测量 | 出钢 | 溅渣护炉 | 倒渣 | 合计 |
| 时间/s | 74 | 106 | 813 | 60 | 30 | 330 | 210 | 130 | 1753 |
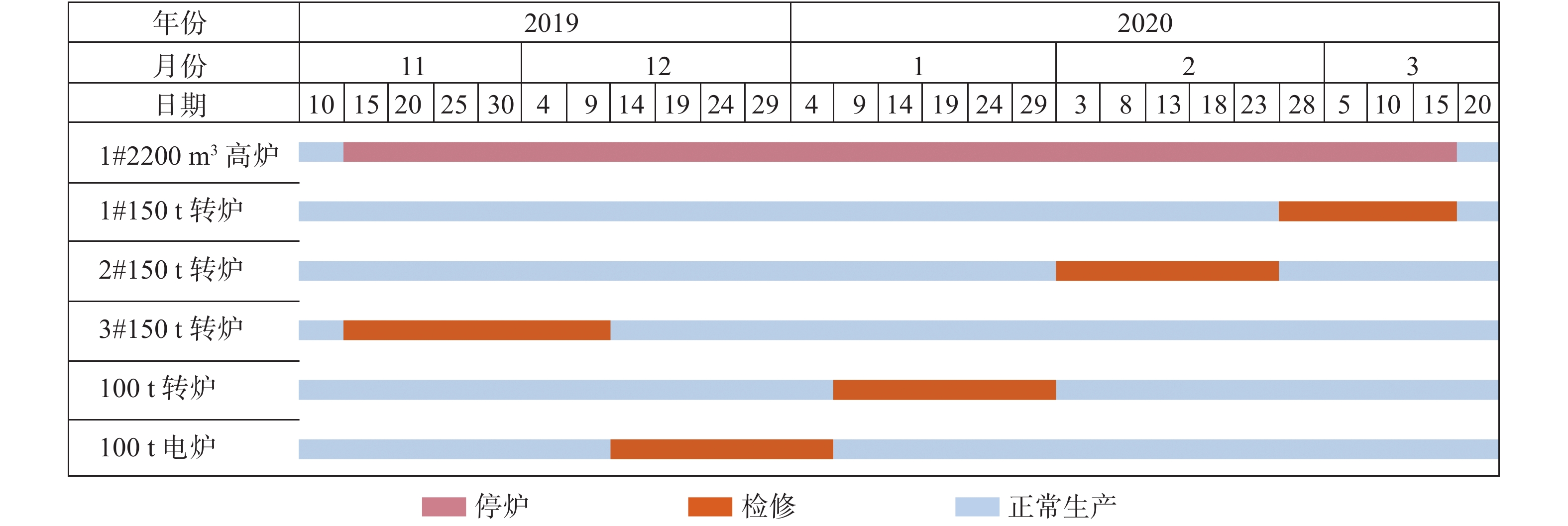
采暖季环保管控期间,铁水的产能难以满足转炉炼钢的铁水原料需求。结合该特点,针对性的优化系统检修和技改工程,将工期在3 d以上的检修项目和技改项目,集中安排在这段期间,充分利用限产时期打牢设备基础。以2019年秋冬季系统检修为例,三座150 t转炉需要进行更换炉衬、炉体裙板、除尘烟道等项目,共需58 d,将这些项目安排在“两炉两机”模式期间交替进行,一座转炉施工,另外两座转炉正常生产,并针对这种安排进行铁钢资源平衡(如图4所示),这样既满足了设备维护的需求,又避免了铁水资源不足时的设备闲置。
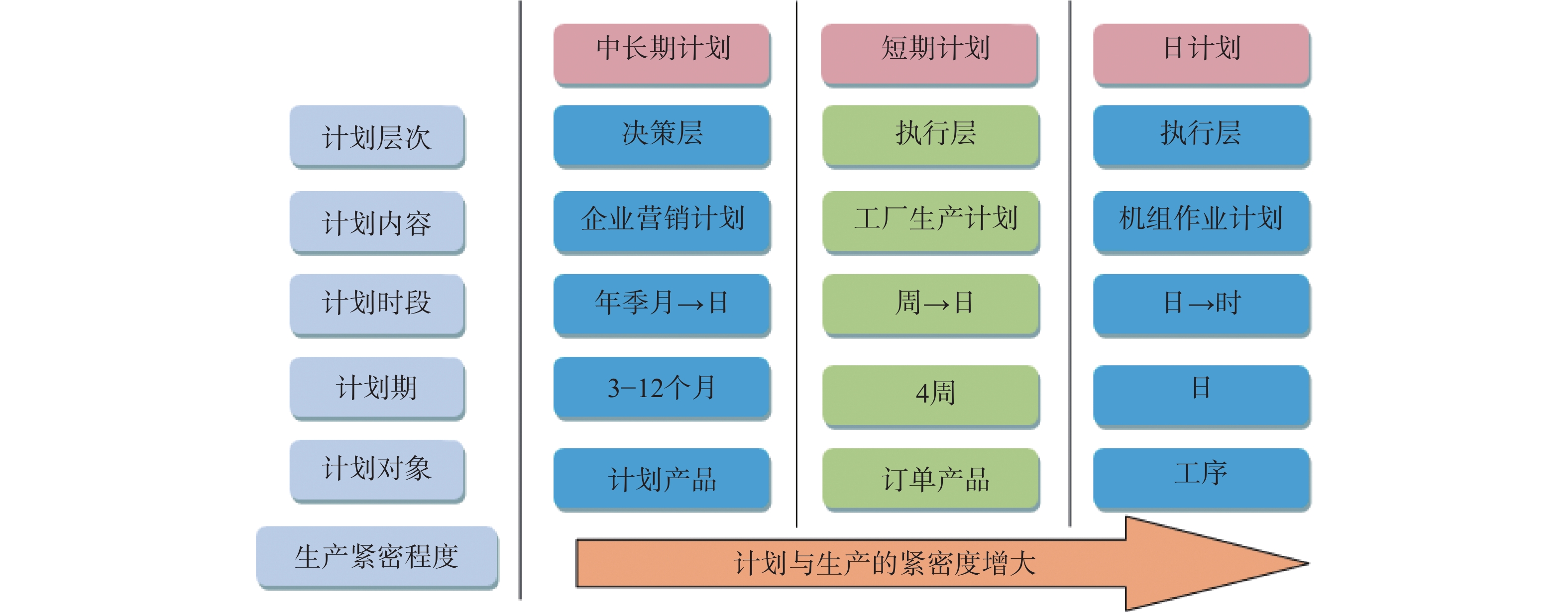
“五定”是指通过定成本、定产量、定产线、定品种、定效益优化生产组织的一种模式,对现有的资源进行动态平衡控制,把控好各项生产指标,保证总体产量完成的同时提高重点品种比例,缩短创效产品的生产周期,突出高效产品和创效产线,创造更多的效益,以达到资源利用最大化,其针对的主要目标是以周为单位的短期计划和日作业计划,以日计划的完成保证周计划、月计划以及年计划的完成,最终实现减产不减效(如图5所示)。
在此工作方针指导下,生产组织系统根据高炉当前运行状态,对当天铁水产量进行初步预测,结合生产指标完成情况,经过数据测算,确定当前合适的吨钢铁水消耗指标,并且对接财务、销售,结合设备管理部门提供的设备检修维护计划,制定合理的短期生产计划,由此确定钢产量,再根据财务提供的产线的效益排序,确定资源优先分配产线。在确定过产线效益排序后,根据财务测算各品种的效益确定高效品种,从而做到轧材效益最大化。
由于环保分级管控限产,以及新旧产能置换的共同作用,加深了铸机供坯与轧机需求在数量和结构上不匹配的矛盾,为了缓解该矛盾、改善生产运营的现状,安钢组织成立了灵活经营小组,以销售订单为核心,以物流运输、生产计划、财务核算为支点,系统性的开展购坯轧材和来料加工工作。一方面积极开拓渠道,提升采购量、采购品种,降低采购成本、运输成本。另一方面,全方位组织协调物流,因地制宜的利用汽车运输和铁路运输,加快发货速度;灵活调整接车、卸车,提升入库效率;积极组织轧制计划缩短坯料在库时间。
(1)铁前板块焦化工序充分挖掘“长板”潜力,在满足环保管控条件下,不但实现了焦炭自给自足,而且还开展自产焦炭6.73万t、喷煤煤核0.38万t外销,创收约1700万元。
(2)环保严控期高炉通过大比例球团实践,2019年烧结产量较2018年降低16.18%,但生铁产量仅下降10.13%,打破了烧结矿产能不足对系统铁、钢、材生产的制约,实现节矿增铁。
(3)通过分阶段、分重点实施节铁增钢增效,2019年年度炼钢吨钢综合铁水消耗881.21 kg,同比2018年年度降低12.27 kg,实现增产9.7万t,增效4850万元。
(4)通过“五定”生产组织模式,实施动态资源平衡,保证总体产量完成的同时提高重点品种比例,突出高效产品和创效产线,2019年完成重点品种351.3万t,较2018年增长27.14%。
(5)依据产线效益,购坯轧材增产增效。2019年完成购坯51万t,增效约5000万元。
本文利用系统理论对生产制造流程进行充分研究和管理优化。铁前系统优化方面通过建立“一体化+趋势化”铁前管控模式保障高炉运行稳定;依据不同管控要求建立匹配的铁前运行模式以提高高炉运行效率;针对部分阶段资源富余的情况开展灵活经营,实现资源创效以发挥工序产能,突出了协同性。钢轧系统优化方面实施分阶段、分重点开展增钢增产;实行“五定”计划管理,优化资源配置;依据产线效益,针对高效益产线阶段性资源不足的问题开展外购坯料增产工作,突出了高效性。这一系列措施的实施对经济效益和社会效益的统一具有显著的作用,对国内外同行企业具有非常重要的借鉴意义。
来源--金属世界
上海国检浦东检测技术有限公司 版权所有 【沪ICP备2022009160号】 百度统计
全国统一服务热线:19957359631
客服手机号:19957359631
电话:021-33362016 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:上海市闵行区莘建东路58弄2号502室
备案号:沪ICP备2022009160号
技术支持:追马网
 下载:
下载: