表 1 800 MPa级复相钢化学成分(质量分数) %
| C | Si | Mn | P | S | Nb+Ti |
| ≤0.1 | ≤0.4 | ≤2.0 | ≤0.01 | ≤0.007 | ≤0.1 |

摘要: 对Nb?Ti微合金化800 MPa级汽车用复相钢的头、中、尾部力学性能、板形与显微组织结构类型进行研究。结果表明:造成热轧原料通卷性能波动,酸轧板形波动的主要原因是热轧原料钢卷内、外圈冷速不均形成不同类型微观组织导致。为此,在生产800 MPa强度级别复相钢时,热轧采用550 °C低温卷取工艺,可有效避开珠光体生成区,确保热轧通卷为铁素体与贝氏体组织,进而改善热轧原料通卷性能均匀性,提高该产品酸轧后板形质量。
在“双碳”目标的时代背景下,随着汽车轻量化的发展,安全性与节能减排成为汽车行业发展的趋势。为此,汽车用钢的选材逐渐向超高强钢发展,据相关研究[1−6]表明,780 MPa以上超高强钢应用超过60%,可实现车身减重25%。超高强钢种的代表有双相钢、复相钢、相变诱导塑性钢(TRIP)与马氏体钢等。
复相钢(Complex phase steels,CP)显微组织主要为铁素体/贝氏体,包含少量的马氏体和珠光体组织,其晶粒尺寸比较细小,抗拉强度均较高。其与同等强度的双相钢相比,屈服强度较高,同时由于基体存在一定量的贝氏体组织,其折弯与扩孔性能相对较好,可较好的应用于局部成形的安全部位零件。采用Nb?Ti复合微合金化成分体系的800 MPa复相钢在实际生产过程中,暴露出热卷通卷性能波动大、板形较差等问题。目前,国内外关于如何提高汽车用复相钢通卷性能均匀性与板形质量的研究鲜有报道。为解决此问题,本文分析了造成热卷性能波动的原因,并创造性提出采用低温卷取,避开珠光体生成区,从而有效解决了性能与板形问题。
试验材料采用某钢铁公司热连轧生产线生产的汽车用800 MPa级别复相钢热轧原料,带钢厚3 mm,化学成分见表1。
| C | Si | Mn | P | S | Nb+Ti |
| ≤0.1 | ≤0.4 | ≤2.0 | ≤0.01 | ≤0.007 | ≤0.1 |
对酸轧后冷硬卷板形进行对比分析,并对热轧原料卷的头、中、尾部取拉伸试样测量力学性能,并进行微观组织分析。
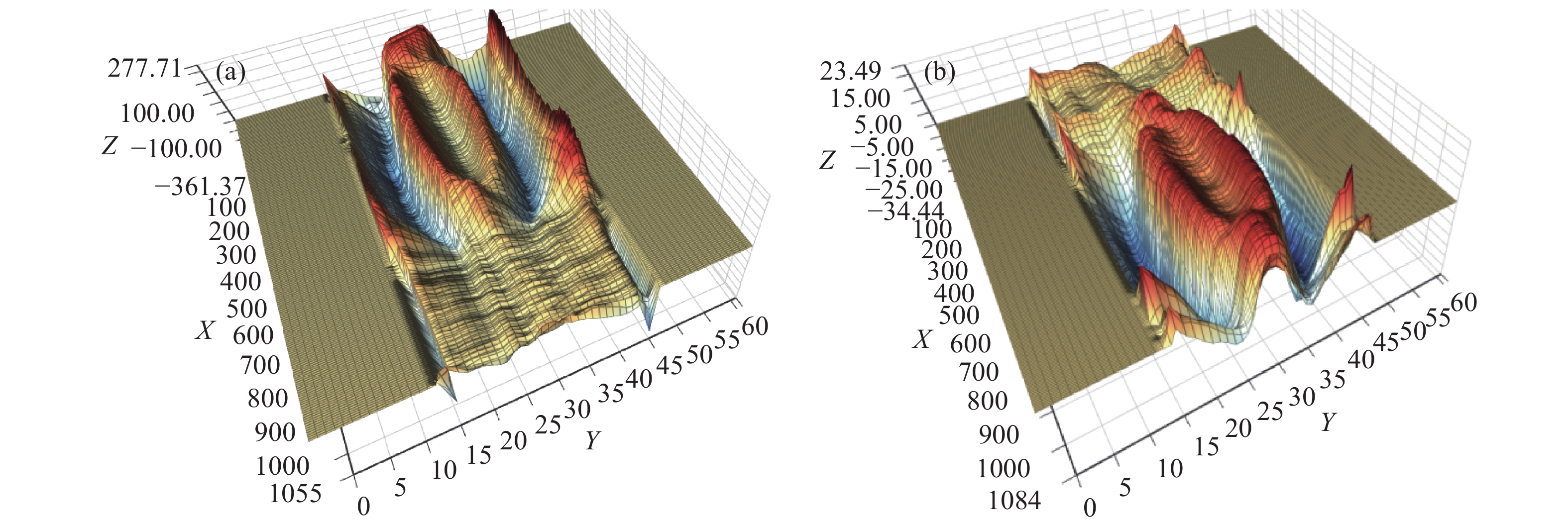
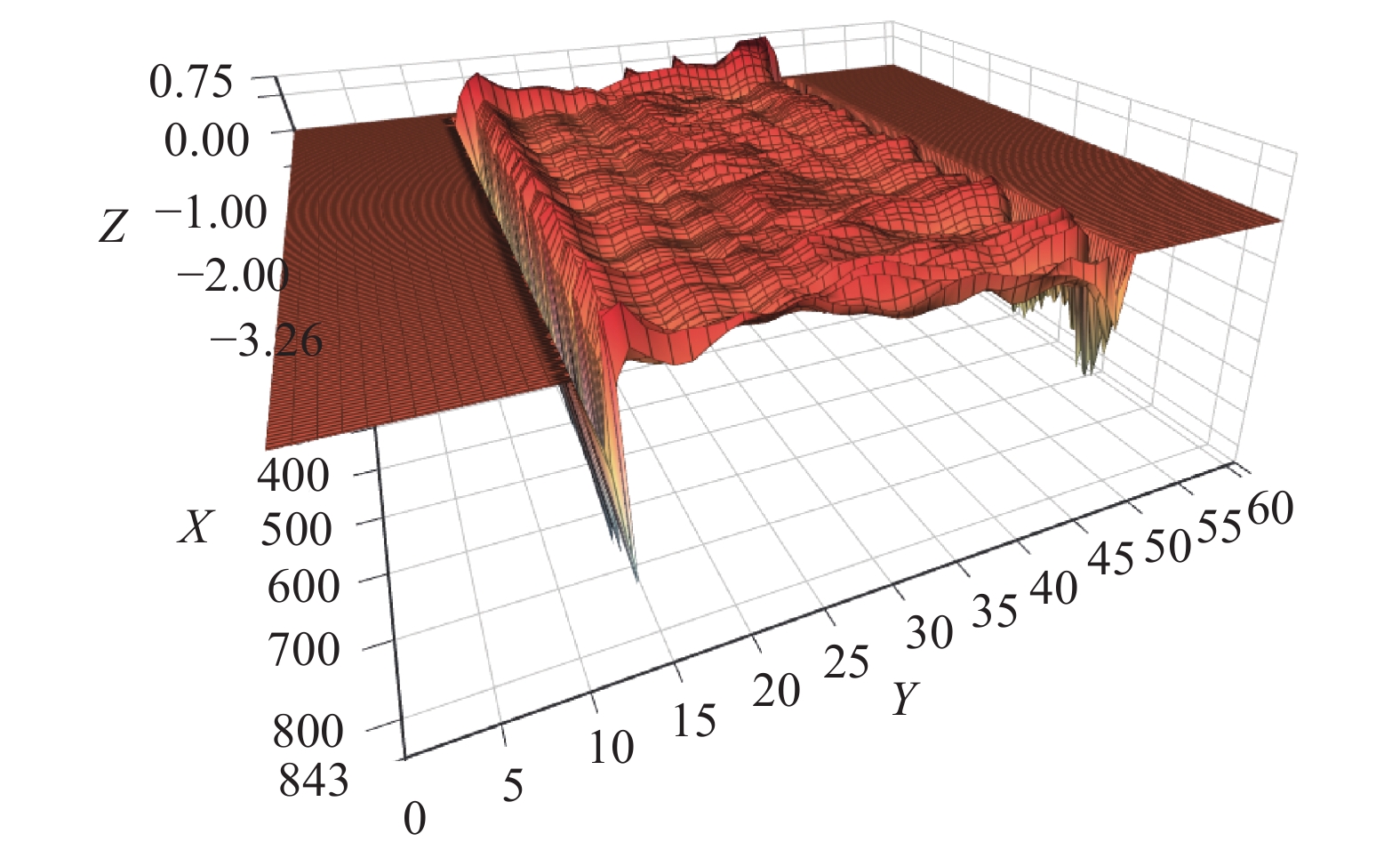
酸轧批量生产800 MPa级别复相钢650 °C卷取热轧卷,酸轧后冷硬卷板形出现严重复合浪形,浪形位置对应热卷内圈,板形IU值达到8IU以上,如图1(a)所示,严重影响订单交付。为进一步确定板形好坏与热卷内、外圈对应关系的相关性,设计热轧原料卷头、尾对调的重卷试验。热卷头、尾对调之后,酸轧后冷硬卷复合浪位置也随之由前半卷转移至后半卷,如图1(b)所示,由此可见,复合浪形虽然是由酸轧过程造成,但其根源却是在热轧原料,初步认为热轧原料通卷性能波动导致酸轧板形突变,进一步研究热轧原料通卷性能波动情况。
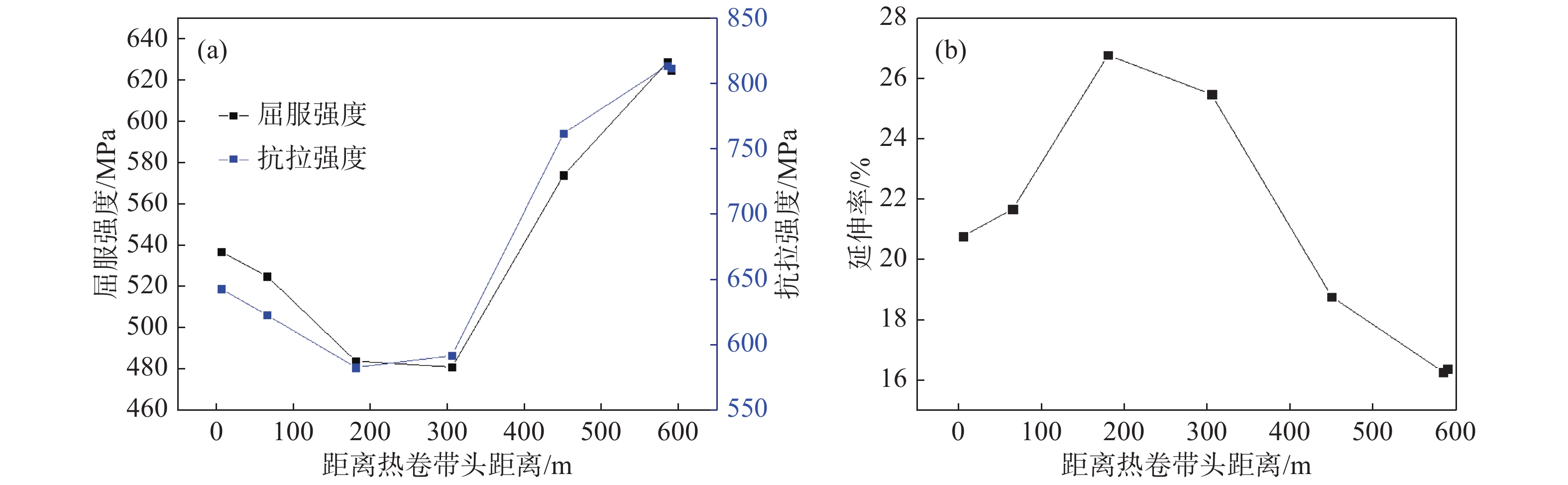
采用650 °C常规卷取工艺生产的3.5 mm厚800 MPa级复相钢热轧原料卷,热轧原料全长590 m,进行通卷力学性能检测。取样位置分别为距离热卷带头1、65、180、305、450、585和590 m处,钢卷力学性能如图2所示。由图2可见,热卷强度最低值出现在热卷中部长度180~300 m处,屈服强度481 MPa,抗拉强度583 MPa;最高强度出现在热卷外圈585 m处,屈服强度629 MPa,抗拉强度814 MPa,热卷内圈屈服强度为530 MPa左右,抗拉强度为630 MPa左右。热轧原料卷强度最高在外圈1/3,然后是内圈1/3,强度最低为卷中1/3处。
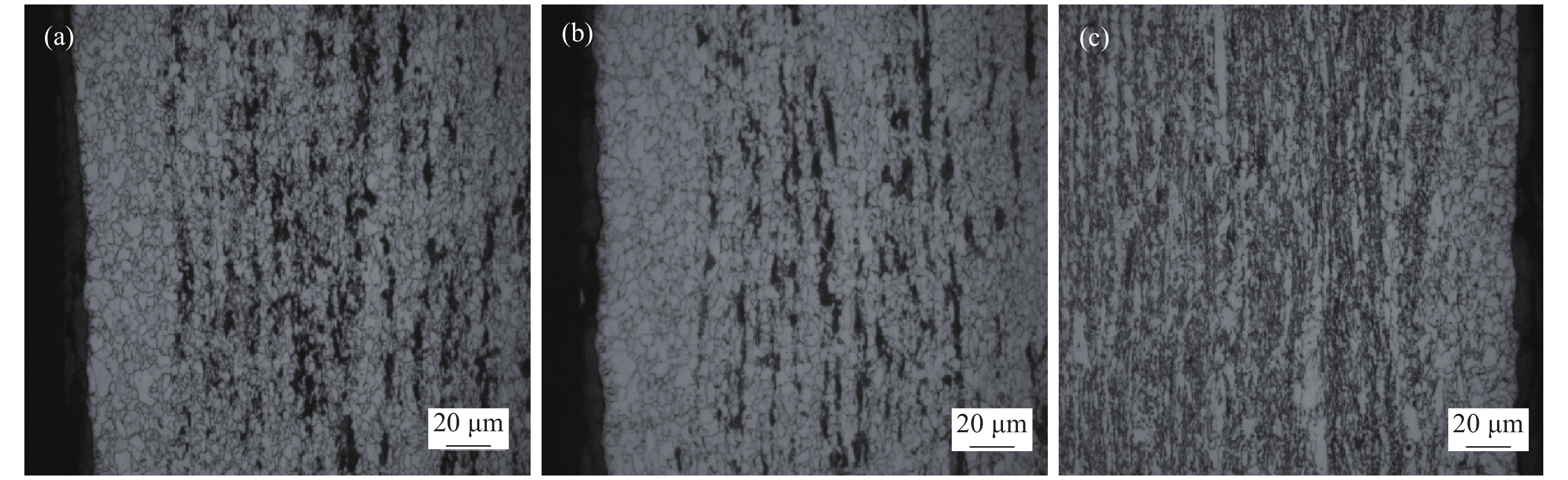
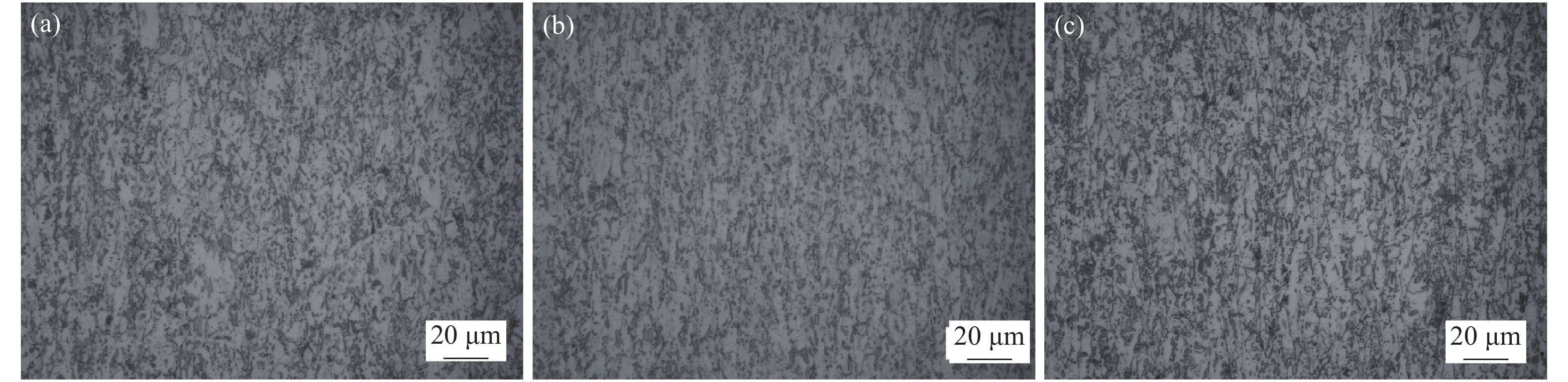
为确定其热卷性能变化原因,进一步观察热卷头、中、尾部微观组织,如图3所示。材料基体浅灰色为铁素体组织,图3(a)与3(b)黑色条带为珠光体组织,图3(a)与3(c)深灰色为贝氏体/马氏体组织。因此,由热卷通卷微观组织推断,热卷带头为铁素体+珠光体+极少贝氏体/马氏体组织,带中为铁素体+珠光体组织,带尾铁素体+贝氏体/马氏体组织,与热卷通卷性能波动对应关系明确。
根据文献[7−8]所述,热轧卷在冷却过程中,温度场分布是不均匀的。外圈散热容易,冷速最快,温度最低;内圈虽然与空气接触,但受辐射影响,散热被削弱,冷速与温度适中;而钢卷中部位置冷速最慢,温度最高。在冷速较慢的卷中位置,形成的是铁素体+珠光体组织,而在冷速较快的热卷外圈,形成的是铁素体+马氏体/贝氏体,热卷带头冷速处于两者之间,形成铁素体+珠光体+(极少贝氏体/马氏体组织)。因此,热轧原料通卷性能波动导致酸轧过程中轧制力突变,进而导致酸轧冷硬成品卷板形发生突变,需提高热轧原料卷的通卷性能稳定性。
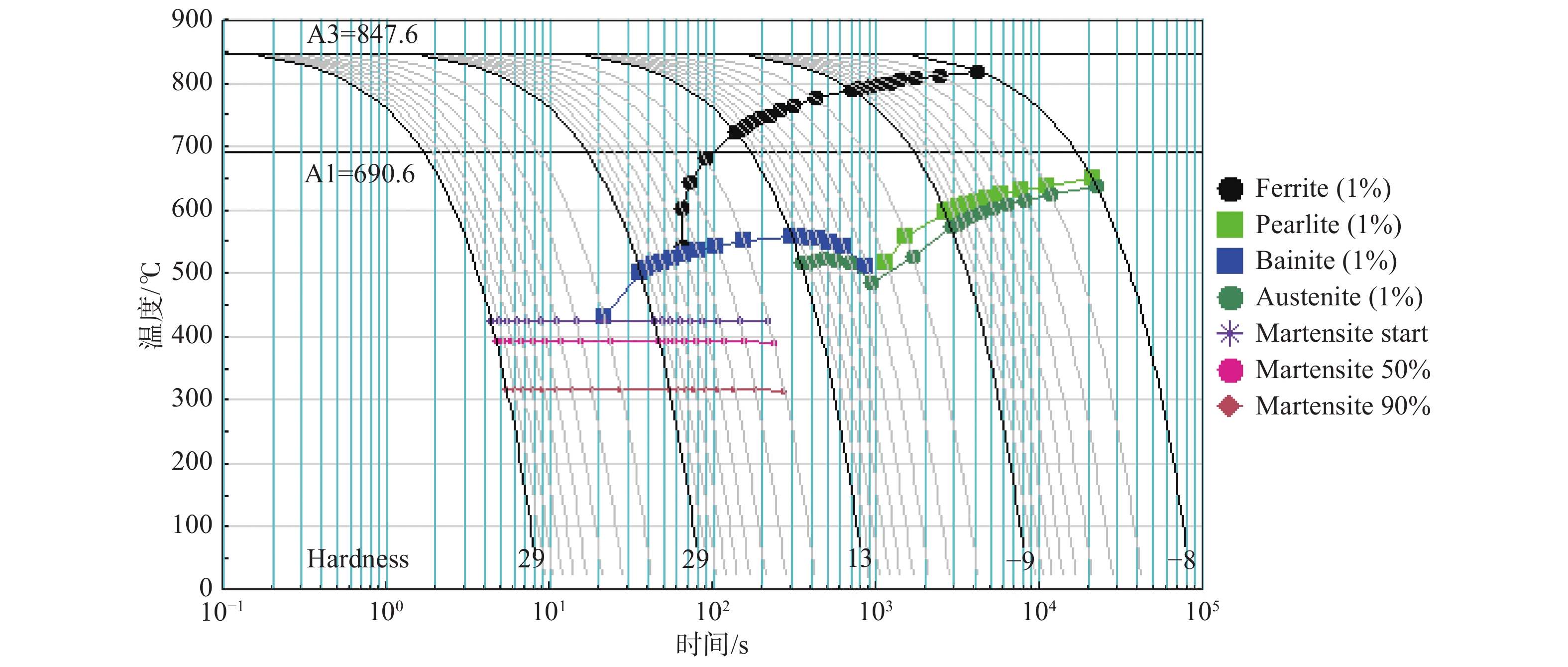
利用JMatPro软件绘制材料相变CCT曲线,如图4所示。可以看出,本产品成分体系下,当卷取温度为650 °C时,材料缓慢冷却通过铁素体与珠光体区域,其成品组织为铁素体+珠光体组织。材料在不同冷速条件下的贝氏体转变温度为460~570 °C。当设定热轧原料卷取温度为550 °C时,无论热卷内圈还是外圈,材料冷却均会通过铁素体与贝氏体区域,最终得到铁素体+贝氏体组织。
采用550 °C低温卷取生产3.5 mm厚度800 MPa级别复相钢,热轧原料头、中与尾力学性能如表2所示。
| 取样位置 | 屈服强度/MPa | 抗拉强度/MPa | 延伸率/% |
| 带头(距头部3.0 m) | 652 | 873 | 17.0 |
| 带中 | 643 | 862 | 17.3 |
| 带尾(距尾部2.0 m) | 667 | 893 | 16.3 |
采用550 °C低温卷取后,热轧原料头、中、尾部屈服强度波动24 MPa,抗拉强度波动31 MPa,延伸率波动1%,较650 °C高温卷取性能波动改善明显。进一步观察,热卷原料头、中、尾部金相组织如图5所示,均为灰白色基体的铁素体组织与深灰色贝氏体/马氏体组织。
使用550 °C低温卷取酸轧后通卷板形如图6所示,材料通卷板形IU值控制在2个IU以内,有效解决了800 MPa级别复相钢热卷原料性能波动与酸轧板形较差问题。
(1)造成Nb?Ti微合金化800 MPa级别复相钢热轧原料前半卷与后半卷板形差异变化明显的原因是通卷性能波动。
(2)造成热轧原料通卷性能波动的原因为热卷内、外圈冷速不同,进而导致微观组织不同,影响了其通卷性能均匀性。
(3)通过低温卷取工艺调整,热轧原料可获得通卷的铁素体基体+贝氏体组织,材料性能波动屈服强度波动24 MPa,抗拉强度波动31 MPa,延伸率波动1%,有效改善材料的通卷性能均匀性。
来源--金属世界
上海国检浦东检测技术有限公司 版权所有 【沪ICP备2022009160号】 百度统计
全国统一服务热线:19957359631
客服手机号:19957359631
电话:021-33362016 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:上海市闵行区莘建东路58弄2号502室
备案号:沪ICP备2022009160号
技术支持:追马网
 下载:
下载: