表 1 主要生产设备及主要技术参数
| 项目 | 转炉 | 矩形坯连铸机 | 1150 mm初轧机 | 大棒线连轧机组 | 小棒线连轧机组 | PCS冷却系统 |
| 数量 | 7台 | 1台 | 1台 | 1套 | 1套 | 1套 |
| 主要技术参数 | 180 t | 四机四流 | 二辊可逆式 | 12架 | 13架 | 三段 |

摘要: 采用180 t转炉+LF+RH+矩形坯连铸开发高等级出口工具钢S45C-Ti。冶炼过程严格控制保证白渣操作,轧制过程采用三段式加热,1150BD初轧机采用七道次大压下量轧制。成品钢材低倍组织、非金属夹杂物、力学性能检验结果均满足用户使用要求。轧后状态组织均为铁素体+珠光体,各项物理性能均达到高等级出口工具钢要求。
随着中国工业的不断发展,钢铁工业迅速提升,国产钢材质量有了很大的进步,部分国产钢材逐渐走出国门,出口创汇,代表了我国钢材的先进性。本钢出口工具钢S45C-Ti质量有了很大的提升,其主要合金元素为Mn、Ti,这类钢工作环境苛刻,对钢材耐磨性,疲劳寿命要求非常严格。本钢根据出口市场需求,开发出口工具钢S45C-Ti,满足国际市场要求,解决了国产工具钢疲劳寿命短的问题[1−2]。作为出口工具钢行业的重点科研项目,本钢在成分设计,钢材冶炼、轧制过程做了大量工作,经我厂多次检测与分析,其质量达到国际出口工具钢技术要求,实现了国产化批量生产。
与其它工具钢相比,S45C-Ti具有成本低、性能稳定的特点,主要表现在:组织均匀,晶粒度级别高,不混晶,产品质量稳定。
本钢出口钢S45C-Ti生产工艺流程:180 t转炉冶炼→LF+RH精炼→350 mm×470 mm矩形坯连铸坯→步进式加热炉加热→高压水除鳞→1150BD轧制→连轧机组→缓冷→精整→探伤→检验→入库。入炉钢铁料配比为铁水65%左右,其余为精选优质废钢。主要设备及参数见表1所示。
| 项目 | 转炉 | 矩形坯连铸机 | 1150 mm初轧机 | 大棒线连轧机组 | 小棒线连轧机组 | PCS冷却系统 |
| 数量 | 7台 | 1台 | 1台 | 1套 | 1套 | 1套 |
| 主要技术参数 | 180 t | 四机四流 | 二辊可逆式 | 12架 | 13架 | 三段 |
冶炼过程采用180 t转炉+LF+RH+矩形坯连铸工艺,精炼过程采用白渣操作,要保持渣中w(FeO)≤1.0%,提高精炼效果,保证高碱度,具体精炼渣系如表2所示,精炼渣系的冶金效果如表3所示。
| CaO | SiO2 | Al2O3 | FeO | MgO |
| 51.51 | 7.99 | 32.03 | 0.78 | 6.97 |
| 化渣时间/min |
包衬寿命 /次 |
成品[O] /10-6 |
钢中[S] /% |
脱[S]率/% |
| 3~5 | 60 | 5~15 | 0.003~0.010 | 75~80 |
经过三段式加热5 h后,出炉温度1180 °C~1190 °C,以1140 °C的开轧温度进入返回式1150BD初轧机,初轧机采用二辊可逆式轧机,初轧过程采用七道次大压下量轧制,保证钢材致密度,防止褶皱出现。初轧后大棒经3架850大棒机组后,进入中棒连轧机组出成品。成品低倍组织级别,中心疏松平均0.6级,一般疏松平均0.5级,锭型偏析、一般点状偏析和边缘点状偏析均为0级,低倍组织较好。成品非金属夹杂物检验级别,A粗均为0.5级,A细均为1.0级,B粗、B细均为0.5级,C类和D类均为0级。
化学成分采用窄带控制,采用Ti微合金化技术细化晶粒,保证了成品组织的均匀性和晶粒细化。成品化学成分见表4所示。
| 编号 | C | Si | Mn | P | S | Al | Cr | Ti |
| 1 | 0.44 | 0.22 | 0.65 | 0.012 | 0.025 | 0.024 | 0.04 | 0.06 |
| 2 | 0.45 | 0.25 | 0.68 | 0.010 | 0.025 | 0.037 | 0.04 | 0.08 |
| 3 | 0.43 | 0.27 | 0.68 | 0.013 | 0.022 | 0.032 | 0.05 | 0.07 |
成品屈服强度359~379 MPa,抗拉强度628~648 MPa,断面收缩率43%~45%,断面伸长率27.0%~28.5%,表5中改成断面收缩率、断面伸长率具体结果见表5所示。
|
试样 编号 |
屈服强度/ MPa |
抗拉强度/ MPa |
面缩率/ % |
伸长率/ % |
屈强比 |
| 1 | 359 | 628 | 45 | 28.0 | 0.57 |
| 2 | 369 | 648 | 44 | 28.5 | 0.57 |
| 3 | 371 | 630 | 43 | 27.0 | 0.59 |
| 4 | 379 | 633 | 43 | 27.0 | 0.60 |
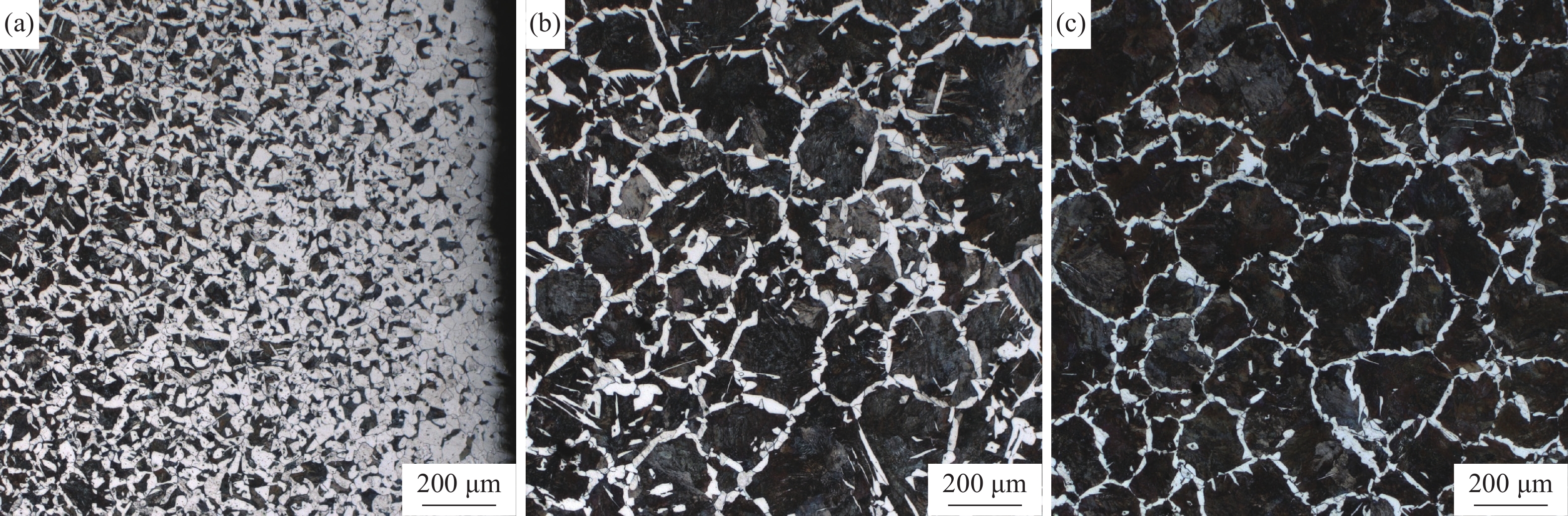
热轧状态的组织见图1所示,其中(a)为钢材横截面边缘组织,铁素体+珠光体组织,铁素体实际晶粒比较细小;(b)为钢材横截面1/2半径组织,铁素体+珠光体组织,铁素体网明显,铁素体实际晶粒较边缘大些;(c)为钢材横截面心部组织,铁素体+珠光体组织,铁素体网明显,铁素体实际晶粒较1/2半径处大些。钢材横截面边缘、1/2半径、心部铁素体实际晶粒依次增大的原因为越靠近边缘终轧温度冷却速度越快,铁素体晶粒粗大的趋势越来越小。
工具钢S45C-Ti冶炼过程严格控制保证白渣操作,采用复合渣,缩短造渣时间,高碱度下运行。轧制过程采用三段式加热,严格控制出钢温度,1150BD初轧机采用七道次大压下量轧制。成品钢材低倍组织、非金属夹杂物均达到先进水平。力学性能检验结果均满足用户使用要求。轧后状态组织均为铁素体+珠光体,越靠近横截面边缘铁素体晶越细小。
来源--金属世界
上海国检浦东检测技术有限公司 版权所有 【沪ICP备2022009160号】 百度统计
全国统一服务热线:19957359631
客服手机号:19957359631
电话:021-33362016 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:上海市闵行区莘建东路58弄2号502室
备案号:沪ICP备2022009160号
技术支持:追马网
 下载:
下载: