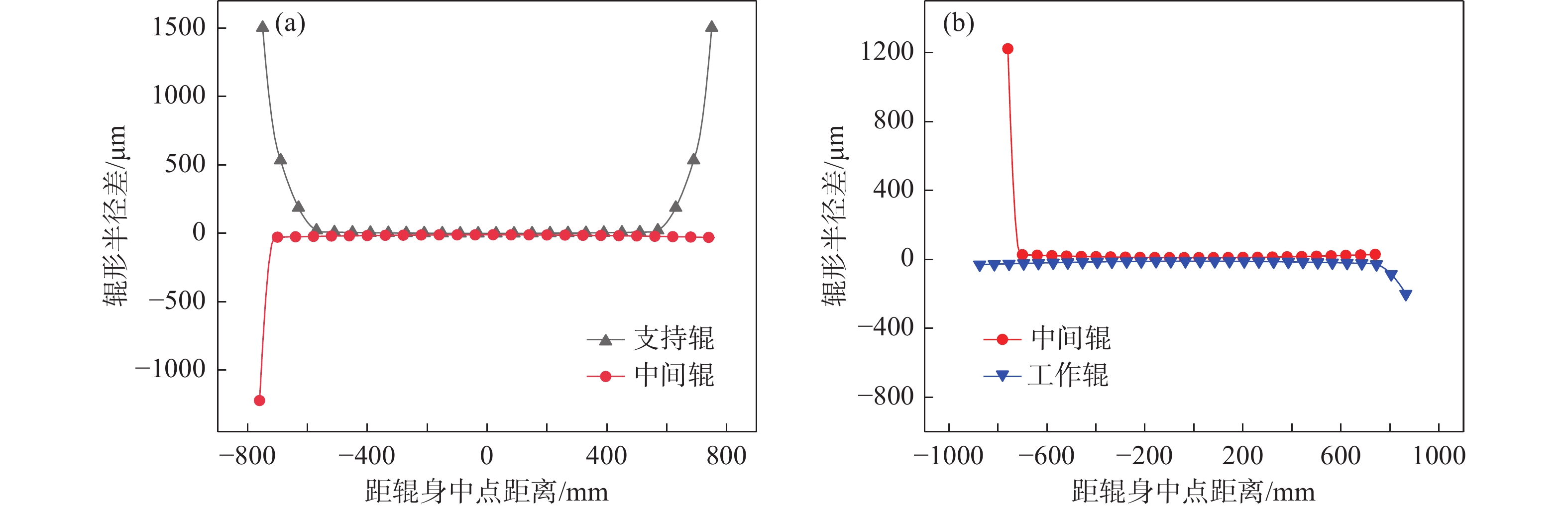
图 1 辊形配置示意图:(a)支持辊与中间辊;(b)中间辊与工作辊

摘要: 针对一种由变接触支持辊辊形、单锥度中间辊辊形、单锥度工作辊辊形组成的六辊冷轧机的辊形配置方法,利用Abaqus有限元软件建立三维“辊系弹性变形-轧件塑性变形”一体化仿真模型,从带钢板形及辊间压力两部分展开分析。通过分析发现,该辊形配置方法可通过工作辊和中间辊负窜有效减小带钢凸度并降低边降值;工作辊弯辊力也具有一定的板形调控能力,且强于中间辊弯辊力;同时,该辊形配置能有效均匀支持辊与中间辊间的辊间接触压力。
随着钢铁冶金冷轧工艺的不断发展,冷轧带钢越来越多的被广泛应用于家电制造、汽车、化工等行业,同时,冷轧产品的质量也标志着一个国家的钢铁工业发展程度,因此需继续提升冷轧板带产品质量。在我国冷连轧机的主流机型包括连续变凸度(Continuously variable crown,CVC)型和中间辊变接触窜移(Universal crown mill,UCM)型两个系列,其中CVC轧机中间辊采用特殊辊形,通过轴向横移来控制板形[1−4];UCM轧机则采用中间辊单侧轴向横移来减小有害接触区,从而增强弯辊对板形的调控能力,特别是中间辊/工作辊双窜移(Universal crown mill with work roll shifting,UCMW)型轧机凭借其工作辊可窜辊特性,板形控制能力较UCM轧机更强,所以在冷轧板形控制技术领域受到越来越多的关注,并广泛应用于硅钢等特殊品种的轧制以更好地进行边降控制。
UCMW轧机的工作辊一般采用平辊或单锥度工作辊[5];中间辊通常为平辊,但考虑到工作辊和中间辊、中间辊和支持辊之间的辊间压力在轧辊端部比较大,需要对中间辊端部进行倒角,一般为圆弧倒角[6];支持辊通常采用边部倒角的平辊。目前针对UCMW轧机的研究较多,主要集中在带钢凸度和边降控制以及辊间接触压力分析[6−9]。张清东和李博[6]针对UCMW冷带轧机板形控制中存在的边降与平坦度控制耦合的问题,通过设计中间辊端部辊形实现对该问题的解耦,从而可以进一步优化改善轧机的板形控制性能;陈剑等[10]根据仿真获得的中间辊横移过程中辊间接触压力变化规律,优化中间辊辊形,实现了辊间接触压力的分布均匀化,降低了辊间接触压力尖峰值。王仁忠等[11]提出了一种中间辊单侧轴向横移变凸度的新辊形,通过仿真了解到,该辊形可增强六辊轧机中、窄带材的板形调控能力,同时改善辊间接触压力尖峰。
为进一步提升六辊轧机的板形控制能力,改善凸度与边降控制水平,某专利提出了一种六辊冷轧机的辊形配置方法[12],本文将利用Abaqus有限元软件建立三维“辊系弹性变形?轧件塑性变形”一体化仿真模型,从带钢板形及辊间接触压力两方面对该辊形配置的特点进行分析。
该辊系配置包括变接触支持辊辊形、单锥度中间辊辊形、单锥度工作辊辊形,所有辊形都以三角函数表达,形式统一,有利于轧辊相互配合和设计[12]。
支持辊辊形为对称辊形,由辊形基础曲线、变接触曲线和倒角曲线三部分叠加而成,如式1所示,该辊形可均匀辊间接触压力,提高辊形的自保持性,保证支持辊服役期内的板形控制稳定性。
|
|
(1) |
式中:
中间辊辊形为非对称辊形,由辊形基础曲线和板形控制曲线两部分叠加而成,如式2所示,该辊形可以减小有害接触区,提高板形控制能力。
|
|
(2) |
式中:
工作辊辊形为非对称辊形,由辊形基础曲线和边降控制曲线两部分叠加而成,如式3所示,该辊形可有效提高辊系边降控制能力。
|
|
(3) |
式中:
具体辊形配置如图1所示。
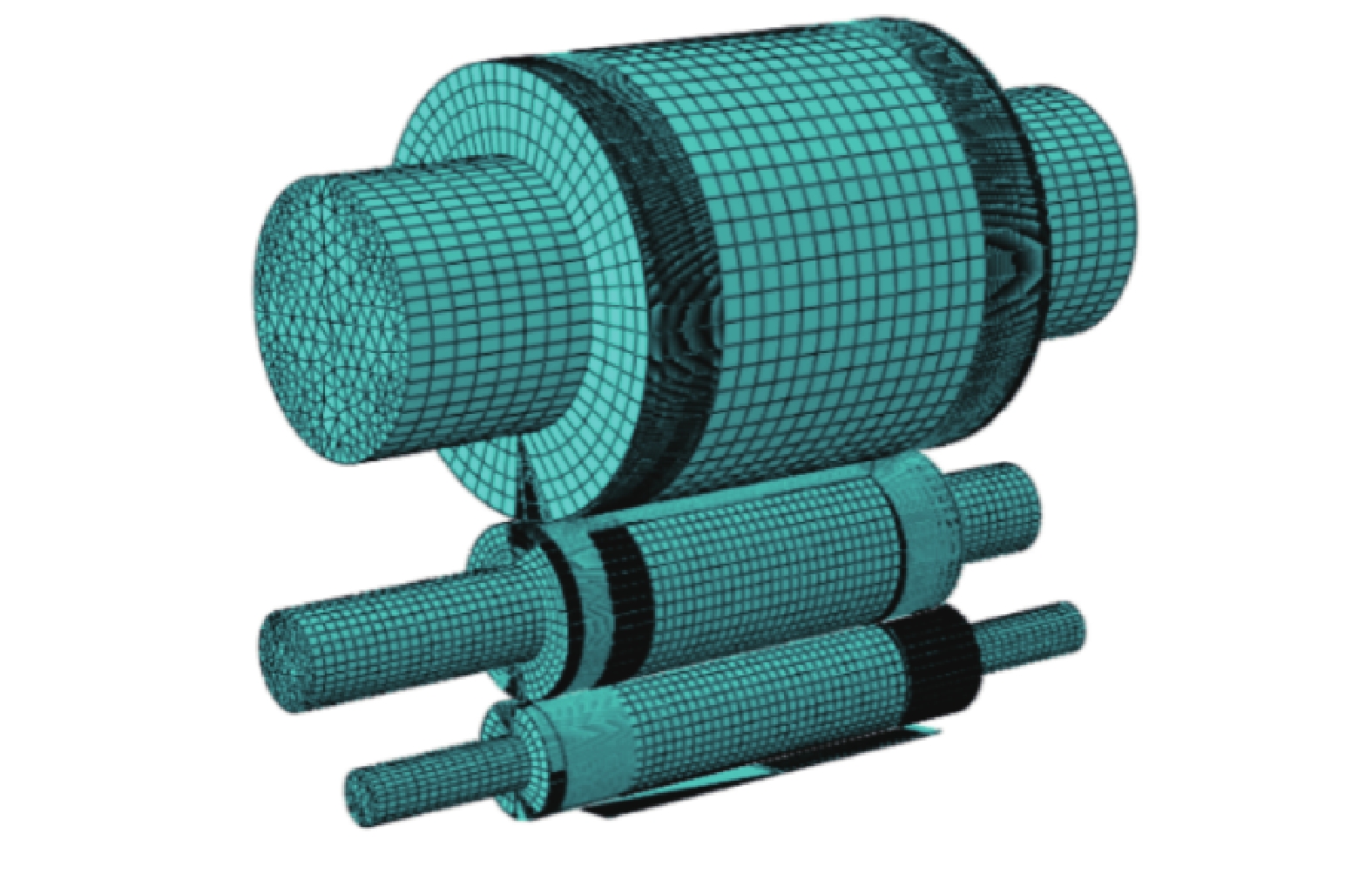
为分析该辊系的板形控制能力及辊间接触压力分布特征,利用Abaqus有限元软件建立三维“辊系弹性变形-轧件塑性变形”一体化仿真模型[13],如图2所示。
辊形参数如表1所示。建模过程中考虑到轧辊辊系与带钢的几何对称性,为提高计算效率并保证计算精度,取辊系的1/2部分对模型进行简化[14−15],辊身中部网格划分较稀疏,接触区网格划分较密,这样既可兼顾模型的精度,又能保证计算效率。
| 轧辊 | 辊颈 | 辊身 | 辊形基础曲线 | 倒角曲线 | |||||
| 直径/mm | 长度/mm | 直径/mm | 长度/mm | 半角/rad | 长度/mm | 深度/mm | 半角/rad | ||
| 支撑辊 | 780.0 | 590 | 1300 | 1500 | 5π/12 | 50 | 0.6 | π/3 | |
| 中间辊 | 279.4 | 415 | 650 | 1520 | 5π/12 | — | — | — | |
| 工作辊 | 350.0 | 470 | 560 | 1750 | 5π/12 | — | — | — | |
| 轧辊 | 变接触曲线 | 板形控制曲线 | 边降控制曲线 | ||||||
| 长度/mm | 深度/mm | 半角/rad | 长度/mm | 深度/mm | 半角/rad | 长度/mm | 深度/mm | 半角/rad | |
| 支撑辊 | 200 | 1.5 | π/3 | — | — | — | — | — | — |
| 中间辊 | — | — | — | 50 | 1.2 | π/3 | — | — | — |
| 工作辊 | — | — | — | — | — | — | — | — | π/3 |
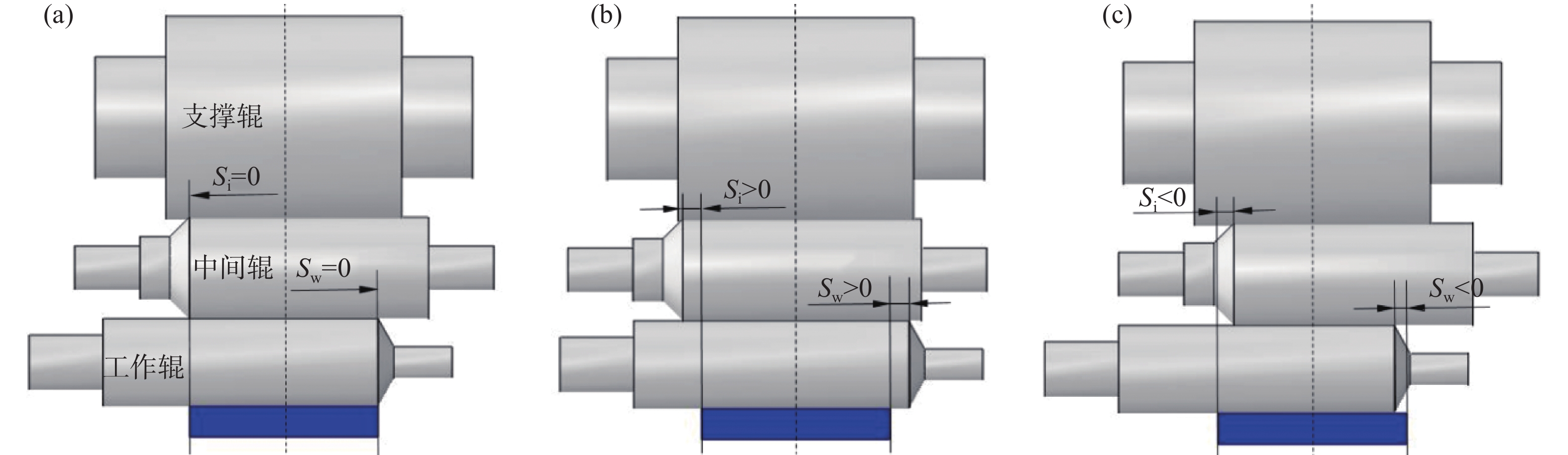
选取带钢宽度为1200 mm,厚度为2.4 mm,定义为弹塑性模型,轧辊要考虑弹性弯曲和弹性压扁的影响,定义为弹性模型。根据实际生产情况,轧制力设定为13000 kN,工作辊弯辊力为0~300 kN,中间辊弯辊力为0~300 kN;定义带钢边部与工作辊边降控制曲线段起始位置重合时为工作辊窜辊0位置,即Sw=0;带钢边部与中间辊板形控制曲线段的起始位置重合时为中间辊窜辊0位置,即Si=0,当带钢进入工作辊边降控制曲线段和中间辊板形控制曲线段时为负窜辊位置,反之为正窜辊位置,具体如图3所示。
针对带钢板形的分析,主要包括凸度控制及边降控制两方面。凸度采用C40计算方法,即带钢中部标志点厚度与边部40 mm标志点平均厚度之差,如式4所示:
|
|
(4) |
式中:
根据镰田正诚对冷轧过程中的带钢断面分析可知,边部减薄区域约为带钢边部15~100 mm位置,故边降值采用E100计算方法,即采用边部100 mm处厚度值减去边部15 mm处厚度值,如式5所示:
|
|
(5) |
式中:
图4所示为工作辊窜辊对板廓和板形参数的影响。当工作辊负窜时,端部辊形进入带钢,对边部的影响越来越显著。
由图4(b)和(c)可以发现,随着工作辊的窜动,带钢凸度与边降的变化形式近似一致,且均为非线性关系。工作辊正窜时,带钢凸度和边降均有所增加,相比于窜辊零位,当窜辊达80 mm时,凸度增大7.7%,边降增大25.6%;而工作辊负窜时,端部辊形会进入带钢,使带钢凸度和边降均有所降低,且窜辊量对凸度和边降的影响程度明显增强,随着窜辊值的增大,窜辊的效果越来越明显,相比于窜辊零位,当窜辊达−80 mm时,凸度下降88.5%,边降下降91.2%。由此可见,合理利用工作辊端部辊形可以有效控制带钢凸度和边降。
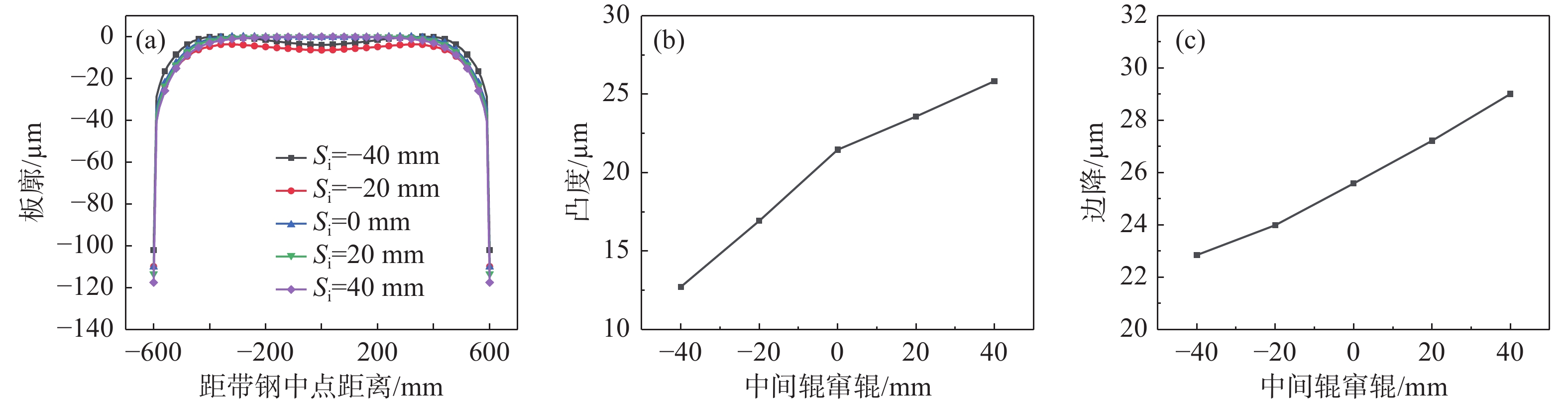
 图5所示为中间辊窜辊量对板廓和板形参数的影响。为了利用中间辊端部辊形,当中间辊负窜时,端部辊形进入带钢。从图5(a)可知,中间辊窜辊对带钢板廓同样有一定的调节作用。
图5所示为中间辊窜辊量对板廓和板形参数的影响。为了利用中间辊端部辊形,当中间辊负窜时,端部辊形进入带钢。从图5(a)可知,中间辊窜辊对带钢板廓同样有一定的调节作用。
由图5(b)和(c)可以发现,中间辊窜辊对于带钢凸度和边降的控制效果与工作辊窜辊相似。中间辊正窜时,带钢凸度和边降均有所增加,相比于窜辊零位,当窜辊达40 mm时,凸度增大20.4%,边降增大13.4%,由于中间辊窜辊对带钢板廓中部的影响,所以相比于工作辊窜辊,中间辊窜辊对凸度的调节作用增强,对边降的调节作用减弱;而中间辊负窜时,端部辊形会进入带钢,使带钢凸度和边降均有所降低,相比于窜辊零位,当窜辊达−40 mm时,凸度下降40.7%,边降下降12.1%。因此,合理利用中间辊端部辊形和中间辊窜辊也可以有效控制带钢凸度和边降。
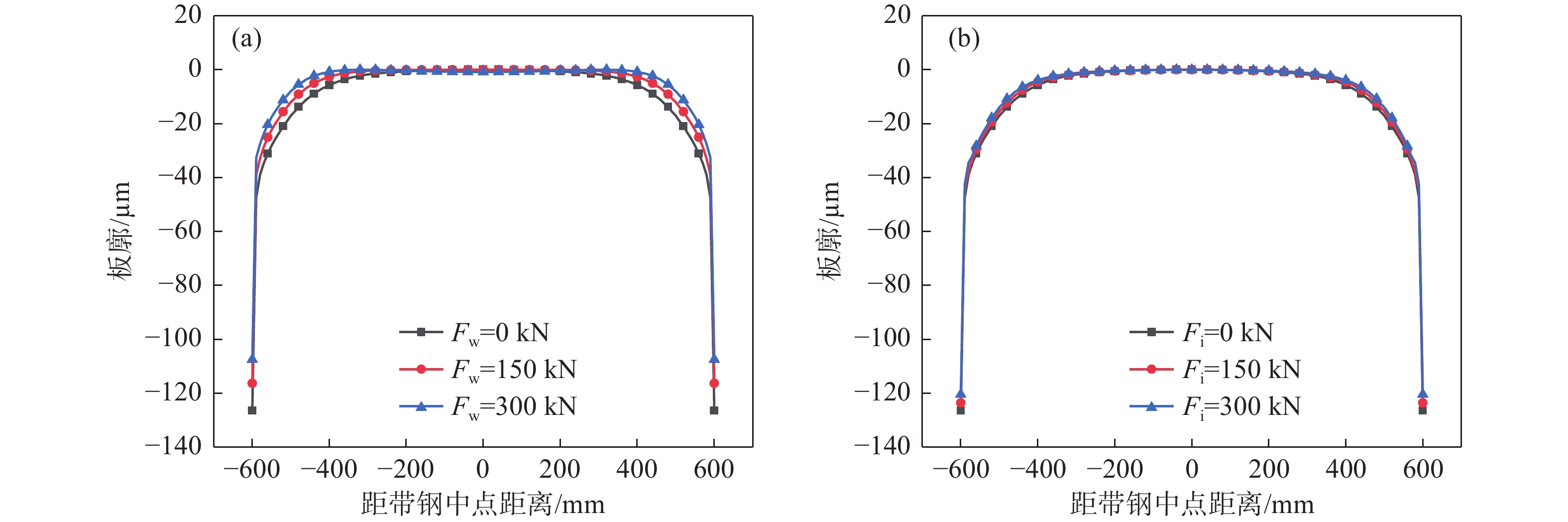
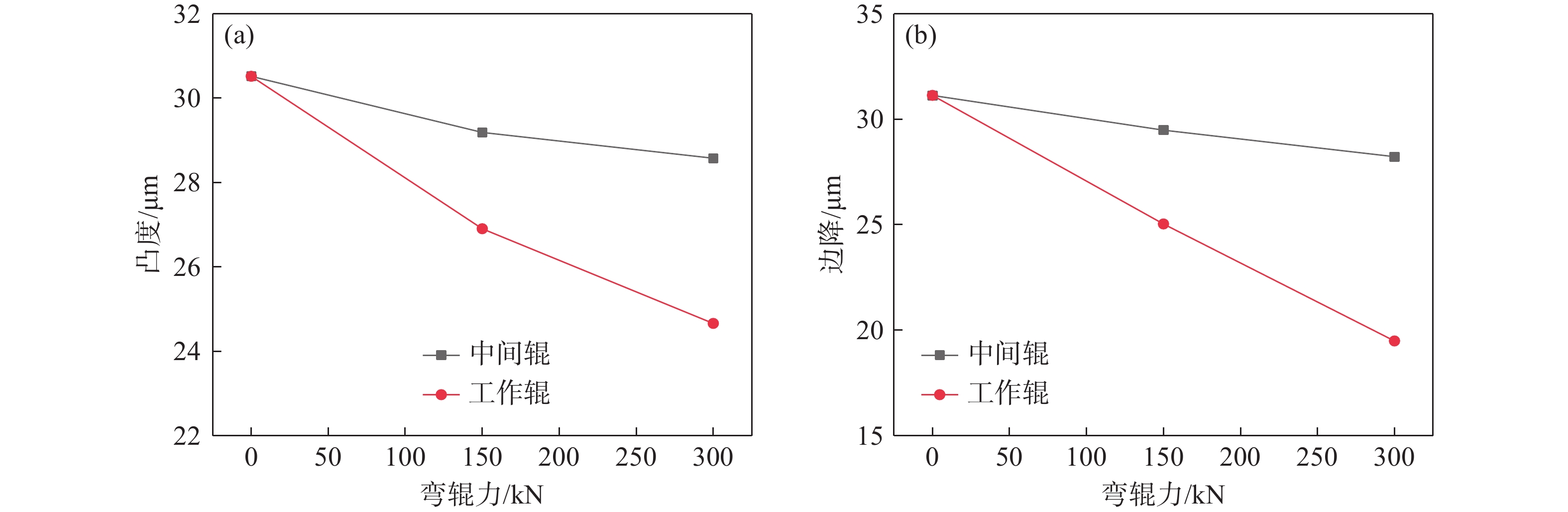
图6和7所示为弯辊力对带钢板廓、板型参数的影响。可以看出,工作辊弯辊力对带钢边部板廓控制效果十分明显,当工作辊弯辊力从0增大到300 kN时,带钢凸度由30.5减小到24.6 µm,幅度为19.3%;带钢边降由31.1减小到19.5 µm,幅度为37.3%。由此可见,工作辊弯辊力与工作辊窜辊和中间辊窜辊一样,是带钢板形控制的重要手段。
中间辊弯辊力对带钢板廓影响相对较小,当中间辊弯辊力从0增大到300 kN,带钢凸度由30.5减小到28.5 µm,幅度为6.6%;带钢边降由31.1减小到28.2 µm,幅度为9.3%,中间辊弯辊力的影响幅度约为工作辊弯辊力影响幅度的1/4~1/3。由此可见,与其他板形控制手段相比而言,中间辊弯辊力的影响最小。
UCMW的机型特点易导致支持辊?中间辊和中间辊?工作辊之间存在着一定的辊间接触压力分布不均情况,为此,利用有限元模型分析本文所讨论的辊系配置情况下,各辊间接触压力的具体分布特征,并采用辊间接触压力峰值pmax与辊间接触压力分布不均匀度α[16]来表征,如式6所示。
|
|
(6) |
式中:
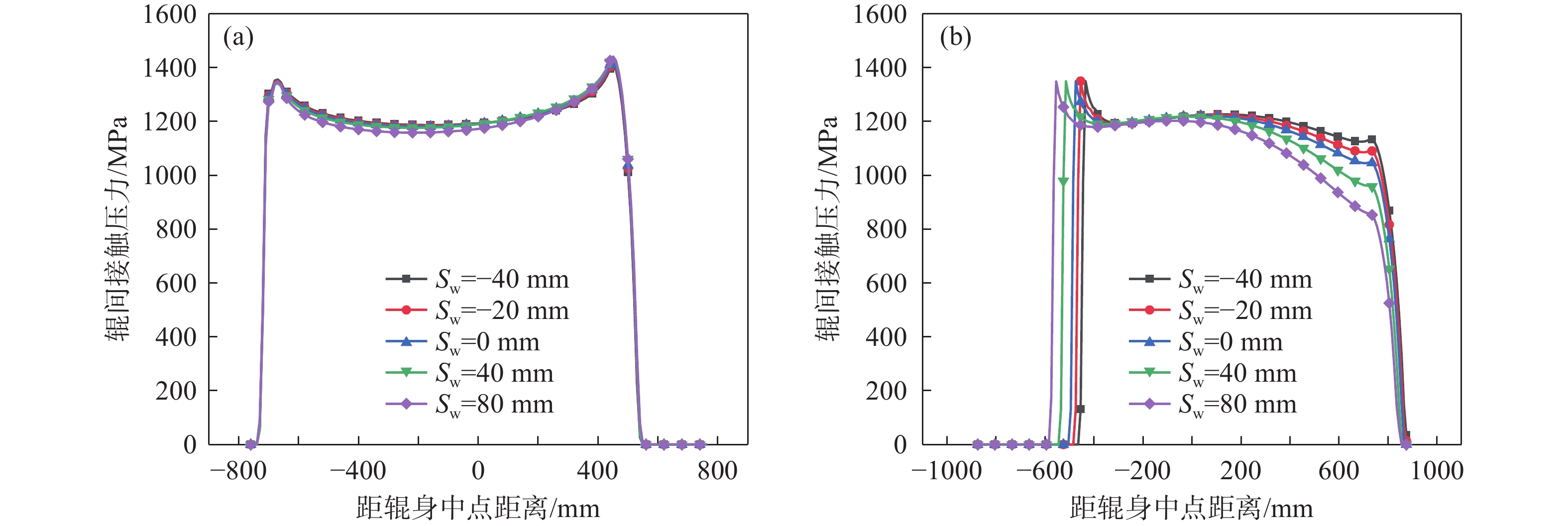
图8所示为1200 mm宽度带钢在不同工作辊窜辊位置的辊间接触压力分布情况。从图中可以看出,支持辊与中间辊之间的接触压力峰值出现在接触区的边部,无明显的辊间接触压力分布不均匀现象,工作辊窜辊量的改变对于两者间的接触压力影响较小。而中间辊与工作辊之间的接触压力峰值主要出现在带钢的边部,且随着工作辊的正向窜动,带钢边部远离轧辊右端部辊形,右侧辊间压力减小,故对中间辊与工作辊间的接触压力峰值和不均匀度情况进行分析。
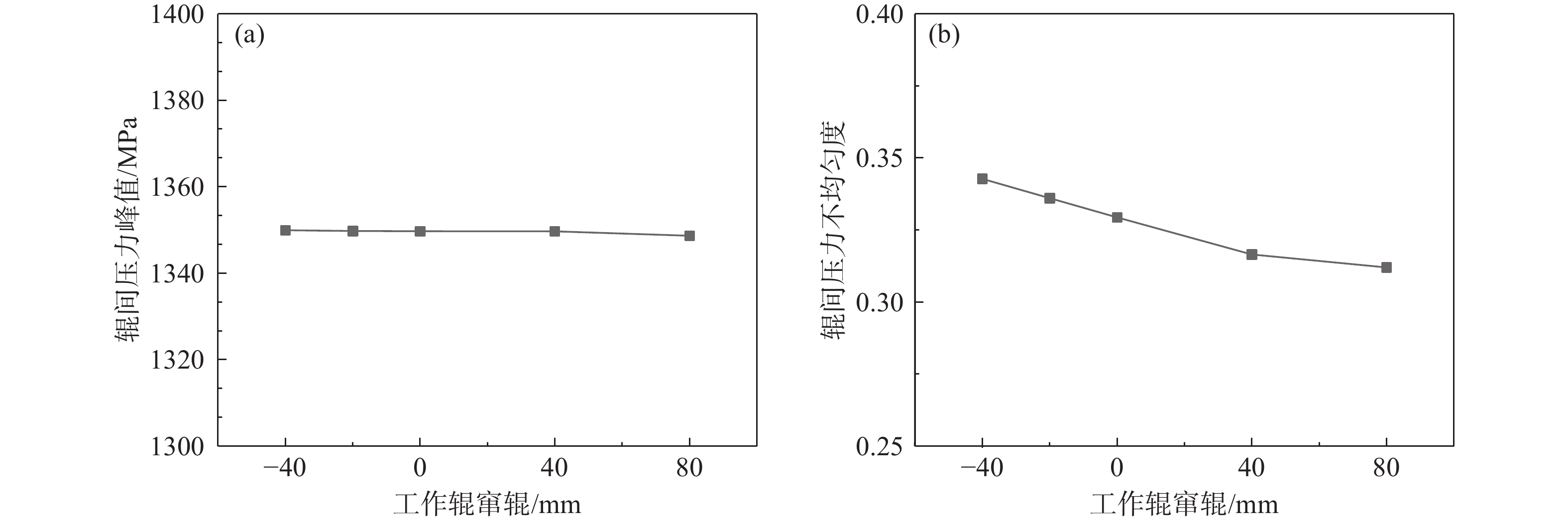
从图9可以看出,由于中间辊与工作辊间的压力峰值主要出现在辊身部分,故工作辊窜辊对于辊间压力峰值影响较小。当工作辊正向窜动时,工作辊端部辊形逐渐远离带钢,轧制工作的完成主要由辊身中部完成,因此,辊间压力不均匀度均有所下降,但下降幅度较小,仅为0.03。
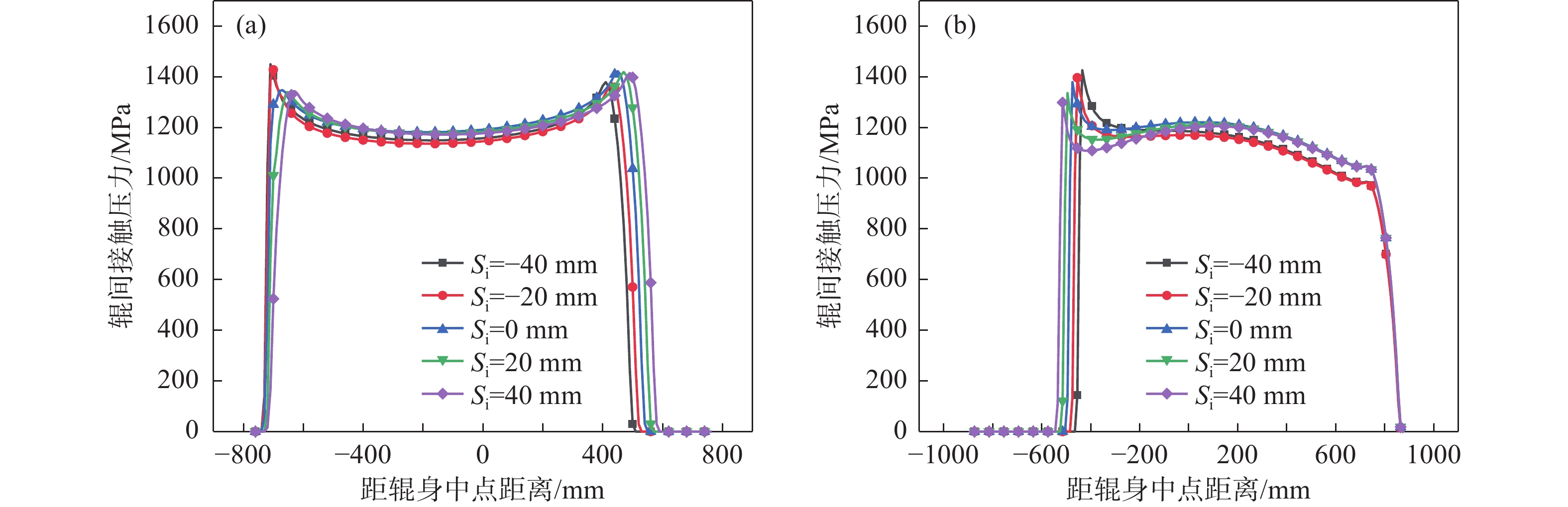
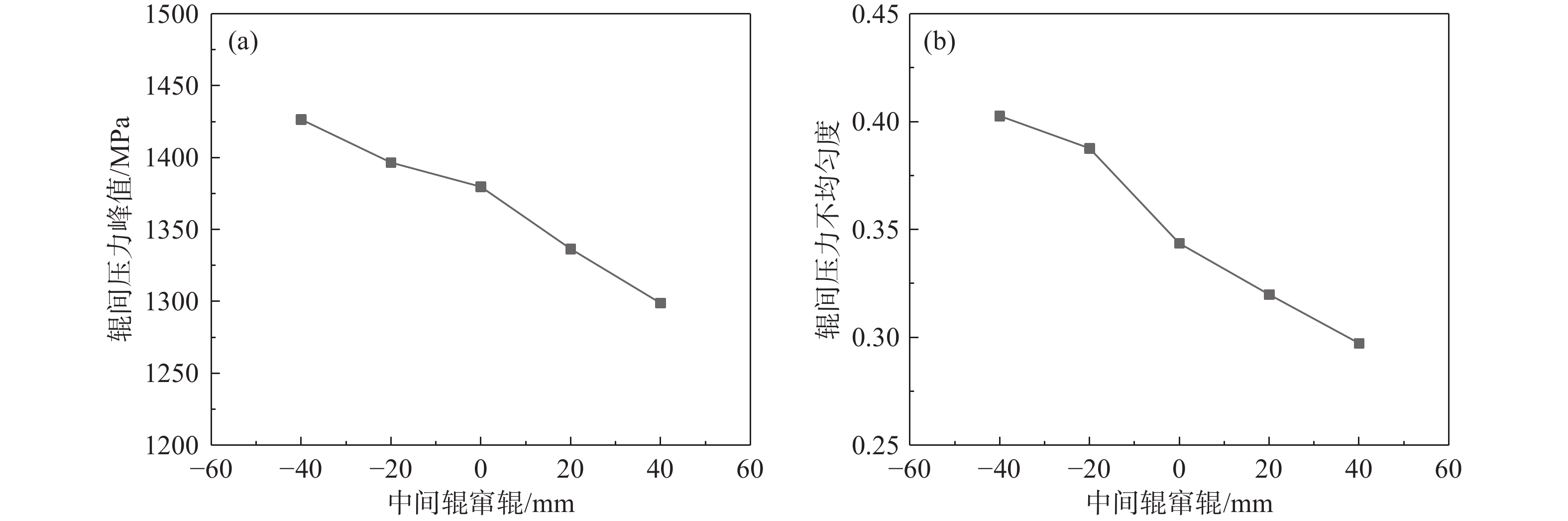
图10所示为1200 mm宽度带钢在不同中间辊窜辊位置的辊间接触压力分布情况。从图中可以看出,支持辊与中间辊之间的接触压力峰值仍然出现在接触区的边部,无明显的辊间接触压力分布不均匀现象,说明中间辊窜辊对两者间的接触压力影响较小。而中间辊与工作辊之间的接触压力峰值随窜辊位置的改变发生变化,随着中间辊的正向窜动,左侧辊间压力逐渐降低,中部辊间压力有所增加,而另一侧由于辊身接触区变化较小,辊间压力未发生明显波动,因此,对中间辊与工作辊间的接触压力峰值和不均匀度情况进行分析。
从图11可以看出,随着中间辊窜辊位置的改变,辊间接触压力峰值变化情况与不均匀度变化情况有一定的相似性,但中间辊窜辊对辊间压力的影响明显高于工作辊窜辊。当中间辊正向窜动时,辊间压力峰值和不均匀度均明显降低,不均匀度下降幅度0.11左右。
(1)在该辊形配置下,工作辊窜辊、中间辊窜辊和工作辊弯辊是主要的板形控制手段,对带钢凸度及边降均有较强的控制能力;中间辊弯辊控制能力相对较弱,可作为辅助板形控制手段。
(2)当工作辊正窜时,带钢凸度和边降均有所增大;而当工作辊负窜时,可以有效减小带钢凸度并降低边降值,且由于工作辊边降控制段辊形的作用,工作辊负窜对凸度和边降的影响更强。
(3)中间辊负窜时,由于中间辊板形控制段的作用,也有类似于工作辊窜辊的板形控制效果。
(4)工作辊弯辊力对带钢板形调控的效果明显,其调控能力是中间辊弯辊力的3~4倍。
(5)该辊形配置方法下,当中间辊与工作辊均发生窜动时,支持辊未产生异常的压力尖峰及压力分布不均状况。
来源--金属世界
上海国检浦东检测技术有限公司 版权所有 【沪ICP备2022009160号】 百度统计
全国统一服务热线:19957359631
客服手机号:19957359631
电话:021-33362016 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:上海市闵行区莘建东路58弄2号502室
备案号:沪ICP备2022009160号
技术支持:追马网
 下载:
下载: