




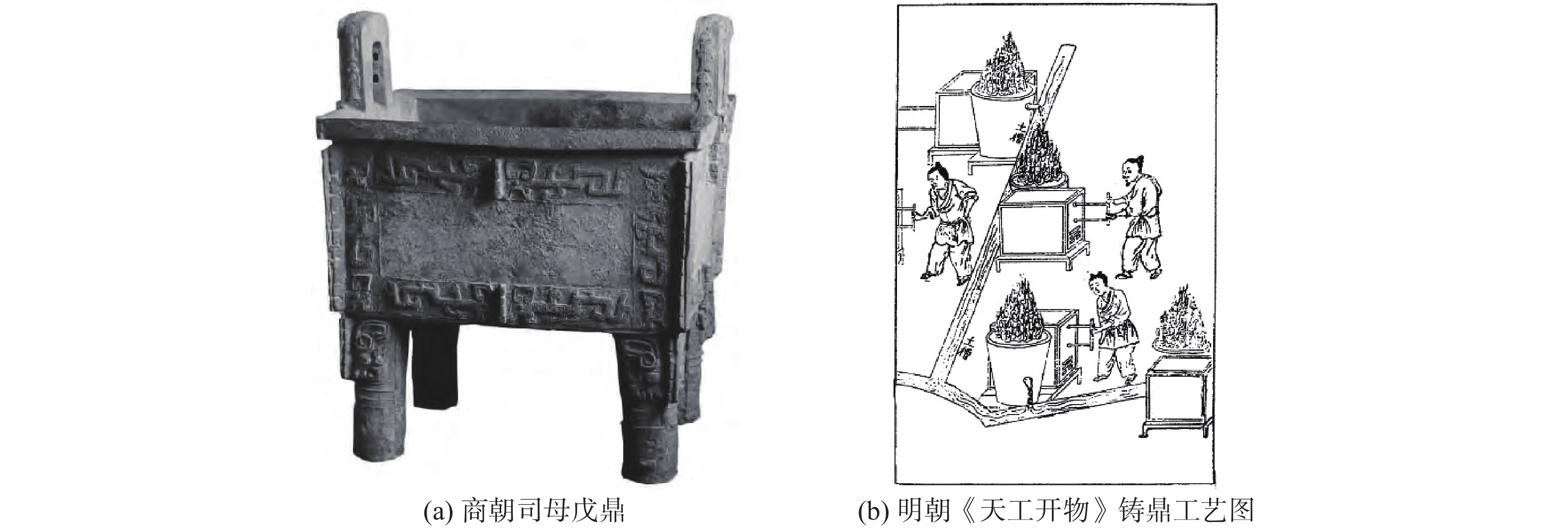
图 1 中国古代辉煌的铸造技术
分享:连续铸钢与钢坯热塑性
钢铁是我们生活中用处最多、用量最大的金属产品,它兼具强度高与可塑性好的优点,是我们生活中必不可少的生产材料。金属铸造指的是将金属由液态浇铸、凝固成一定形状固态产品的技术。传统的金属铸造使用的是模铸技术,也就是将高温液态金属浇注进具有一定形状的模具里面凝固成形。但是,为了提高产量、适应社会发展,20世纪以来,尤其是近几十年,连铸技术已经逐渐开始替代模铸技术成为金属制品的主流初级成形生产方式。
钢铁产品的连铸产量占总产量的百分比称之为连铸比。1979年世界连铸比为25.5%,而2021年世界连铸比已经达到了96.9%。中国的连铸比也由1979年的4.4%增加到了现在的99%以上[1-2]。由于模铸技术可以生产特大型铸件,且适合单件小批量生产,所以少数不需要量产的特殊钢或特大型铸件仍然常用这一传统技术生产。生产效率与成材率均极具优势的连铸技术俨然已经是批量生产钢铁产品最重要的手段。
1. 模铸技术的发展
地球上的金属元素含量多、种类丰富。不同于天然石块和人工制造的混凝土、陶瓷等材料,金属不仅具有强度高与耐腐蚀的优点,还具有良好的可塑性。高温下金属的流动与变形能力可大大提高,从而可以加工成人们需要的各种形状制品与结构材料。此外,金属材料可循环利用,回收重新熔化与冶炼以后还可以重复使用。这些金属的固有属性为人类长期广泛使用金属材料奠定了基础。
因为金属铜相对不活泼,且自然界中存在着自然铜,所以金属熔铸技术是在铜器出现的基础上发展起来的。考古学家在土耳其的卡萤泰佩(Cayonu Tepesi)遗址发现了距今约10000年的铜制权杖饰品,这可能是人类最先使用的自然铜制品;在随后的2000年中,铜制品的使用传到了周边地区,并且有人使用陶土坩埚对铜制品进行熔炼,这被称为真正意义上金属冶炼与铸造技术的开端[3]。距今约6000年前,土耳其地区的铜冶炼技术已经得到了长足发展,并且开始向周围地区传播。我国最早在距今6500~6700年前出现了铜制品,在大约5000年前出现了青铜铸造而成的刀具与兵器。
中国开始使用铸造技术制造金属制品的时间虽然略晚于中东两河流域,但是由于中国古人对青铜制品的广泛应用,如祭祀器具、容器、乐器与兵器等,创造出了许多独特的铸造工艺和制作精湛的铸件产品。早在商周时期,中国古人就可以利用不同的模具(石范、陶范、金属范、失蜡法和砂型铸造等)以及不同的方法(单面范、双合范、多合范、多器一范和叠铸等)铸造青铜器,这些铸造方法甚至一直沿用至今,并且适用于各种金属。图1展示了诞生于商后期泥范法铸造的司母戊鼎[4]与明朝《天工开物》记载的铸鼎铸造图[5],这足以代表中国古代金属铸造的精巧技艺。

由于铜、锡等青铜原料资源有限,而钢铁的硬度比铜的更大,其强度高、不易变形,且储量丰富、更加廉价,因此古人仿照冶炼青铜器的方法找到了铸铁的方法[6],铁制产品逐渐在兵器、耕具等日常用品中广泛使用[7]。早在春秋时期,中国就已经出现了铸造生铁技术。因此,尽管后来的工业革命发生于西方,但实际上中国的铸铁技术比西方国家早了约1800年。生铁冶炼技术是现代炼钢技术发展的基础,也被列为中国历史上的二十四大发明之一[8]。
2. 连铸技术的发展
随着以蒸汽机与炼钢技术为代表的工业革命时代的到来,人类文明进程迅速发展。取代人力与畜力劳动的机器的发展依托于钢铁材料的大量生产,因此近代冶金行业的迅速发展极大地推动了工业革命的发展进程,钢铁也成为近代冶金需求最大、产量最多的金属。其中,得益于化学学科与蒸汽机技术的发展,18世纪的西方国家已经发明出了高炉炼铁、转炉炼钢、钢锭模铸和钢铁轧机等大型设备,以满足社会上日益增长的钢铁需求。鉴于模铸生产模式的效率较低、钢材制造流程长,连续浇铸的思想也开始出现。
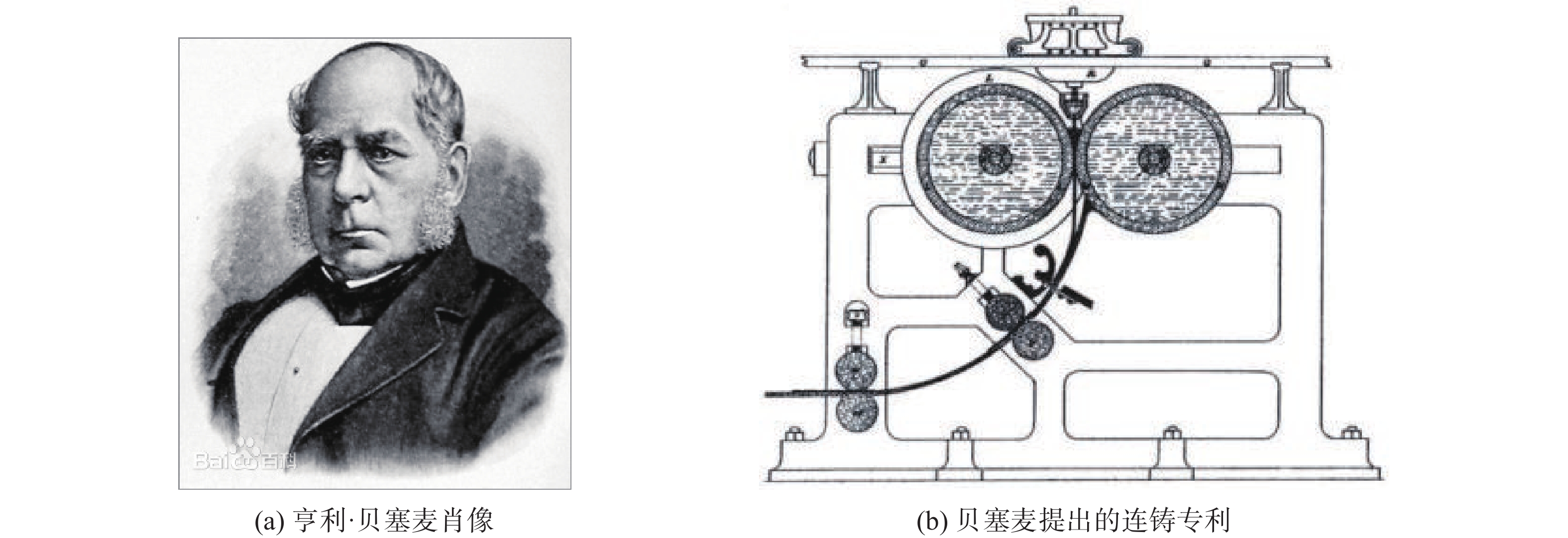
亨利·贝塞麦(Henry·Bessemer)是英国伟大的工程师和发明家,曾任英国钢铁学会主席并且当选英国皇家学会会员,他从小就在父亲的铸造作坊里工作,对相关金属知识与铸造工艺十分熟悉。1834年,年仅21岁的贝塞麦就凭借改进铸造钱币的专利而获得了丰厚的奖励;1839年,26岁的贝塞麦因为改进了光学显微镜而成为了法国科学院院士;1856年,43岁的贝塞麦发明了高效炼钢的贝塞麦炼钢转炉。他发明的贝塞麦转炉通过底吹空气的方法可以经济、有效地去除铁水中的碳元素并生成强度更高的钢[9]。这一发明大大推动了人类工业从“铁时代”到“钢时代”的转变,后来利用氧气取代空气的转炉炼钢至今仍然是冶炼钢水的主要方法。贝塞麦等改进的光学显微镜是人类认识钢铁微观组织的重要工具,这一工具进一步提高了人类对于钢铁产品组织与性能的认识,并有利于有的放矢地对钢铁性能加以调控。正是因为亨利·贝塞麦对钢铁生产有着如此深入的理解,才促使他做了一个超前的设想,并在1858年英国钢铁协会伦敦会议上发表了《模铸不如连铸》的论文,成为了提出连铸思想的第一人。图2展示了冶金学家亨利·贝塞麦的肖像以及他在160多年前提出的史上第一个连铸机专利。实际上,贝塞麦提出的连铸机仅可以生产出连铸薄带,并且限于当时的技术水平,此类薄带连铸机在1999年才开始得以商业化,对辊薄带连铸机先后在德国和美国率先得以用于工业化生产。
现代第一台连铸机雏形是1943年德国冶金学家,现代连铸之父,琼·汉斯(S.Junghans)提出来的[10],所以当代连铸机的发展实际上仅仅不到80年。汉斯提出的连铸机的构成如图3所示,其从结构、功能上来看都与当代连铸机十分相似。

3. 连铸机形状与铸坯过程的矫直
连铸机在钢铁生产流程中承担着承上启下的重要作用,精炼获得的钢水要经过连铸机连续不断地凝固成具有一定形状的固态铸坯(按断面形状分为方坯、圆坯、板坯以及异型坯等),冷却凝固以后的铸坯往往温度较低,可塑性不足以“趁热打铁”,所以连铸机生产出来的钢坯往往需要按一定的尺度切割成段,以备后续在加热炉中再加热轧制成组织更致密、强度更高的各种钢材。
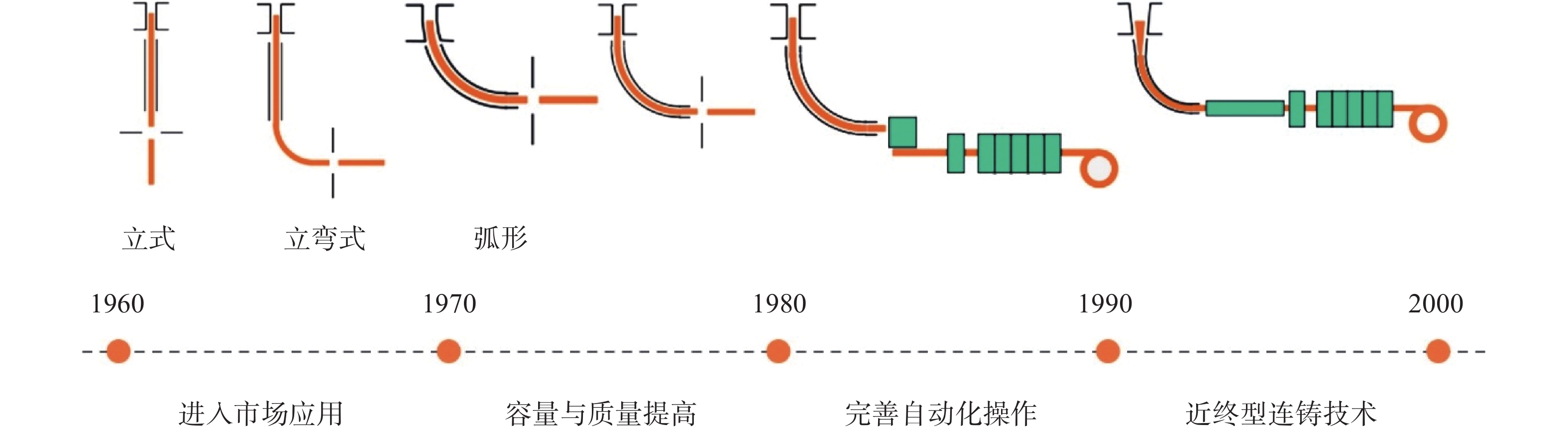
由于铸坯在连铸机上的冷却速度较慢,钢液从刚进入连铸机到最终完全凝固需要有一段较长的距离,称之为液芯长度或冶金长度[11]。显然,铸坯断面越大、拉坯速度越大,铸坯的液芯长度也越长。如图4所示,最开始的连铸机被设计成垂直式的,但是随着连铸速度的增加或铸坯断面越来越大,即使喷淋强制冷却铸坯的液芯长度也可能达到数十米,连铸机的高度继续增加是不太现实的。因此,连铸机的高度是由高到低地在发展,也就是从立式连铸机发展到立弯式连铸机,再从立弯式连铸机发展到弧形连铸机。
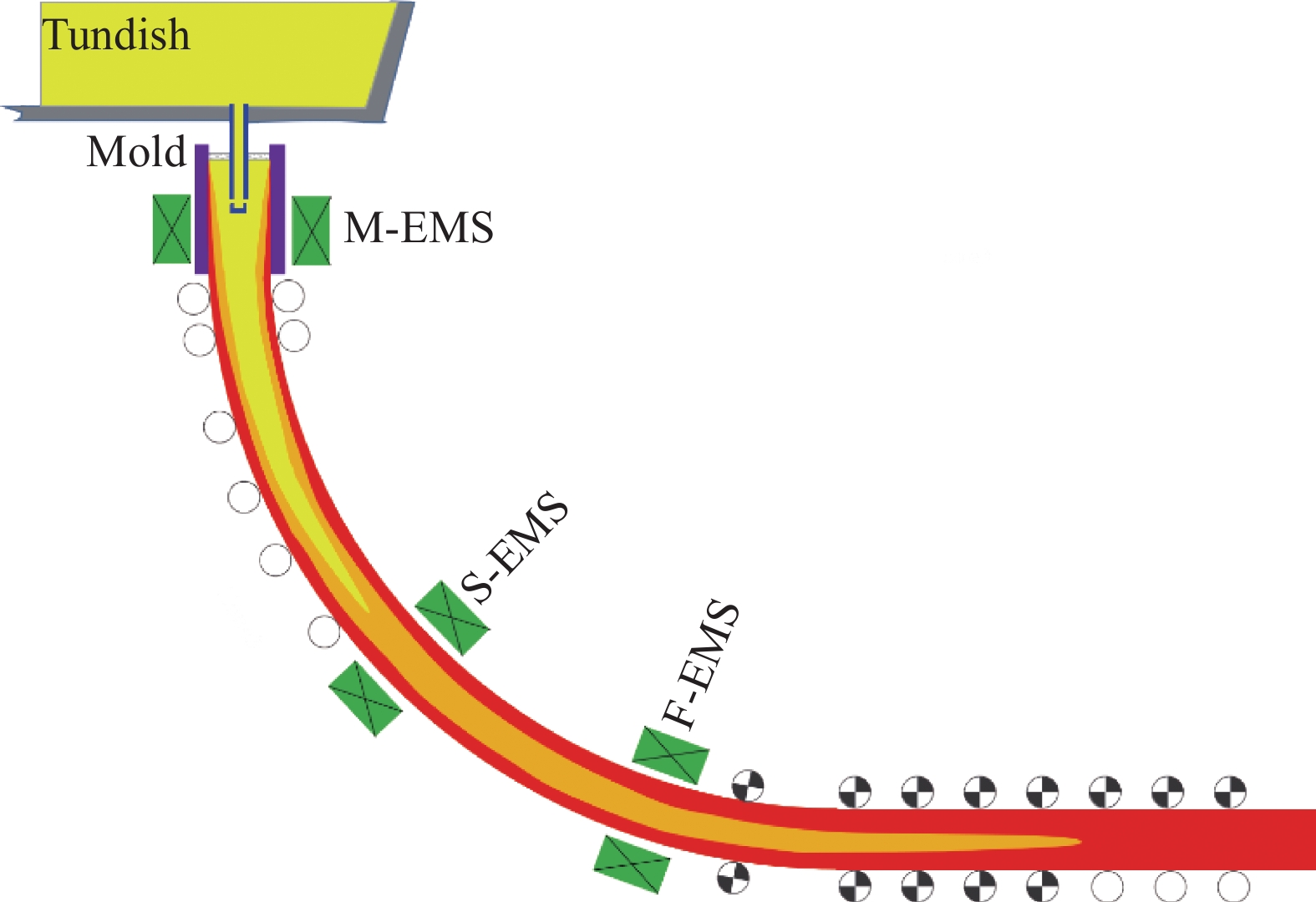
如图5所示,这是目前常用的大方坯弧形连铸机,其铸坯断面可以达约30 dm2,因此它的液芯长度可以达到约30 m以上。一方面,弧形连铸机有利于将长度由竖直方向改为水平方向延伸,减少车间厂房的高度;另一方面,它可以将铸坯矫直的位置控制在温度相对较高的区间。铸坯矫直指的是通过拉矫机架上的夹持辊(图5中黑白圆圈所示),将从连铸机弧形段出来的铸坯矫正成直条状。图5连铸机中未凝固的钢液和已凝固的铸坯坯壳表面温度仍然高达600 ~ 1000 ℃。连铸过程铸坯的表面温度主要通过气雾冷却控制,还可以通过电磁搅拌(Electromagnetic Stirring,EMS)控制其内部的钢水流动与凝固组织。
材料的硬度和塑性往往是一对矛盾的性质;硬度越大的材料,其塑性越差,而塑性越好的材料,其硬度越低。比如说,陶瓷的硬度非常大,我们常说的“没有金刚钻别揽瓷器活”指的就是这一点;但是它的塑性非常差,家中常用的陶瓷餐具一摔就碎了。再比如说,橡胶的塑性非常好,可以较大程度地变形,但是很容易就会被小刀划破。其实,很多材料的硬度与塑性是和温度相关的,比如常温下的钢硬度很高,很难变形;但是将其加热到数百摄氏度以后,它的塑性变形能力就会大大提升,我们常说的“趁热打铁”就是这个道理。当然,专业上讲应该是“趁热打钢”,铁是铁,钢是钢,日常俗语中的铁钉、铁丝实际都是钢钉,钢丝,在此不再赘述。因此,弧形连铸机不仅有利于减少生产时候的设备高度、提高连铸生产效率,还有利于趁钢在高温状态下、可塑性较好时对其进行矫直处理。
4. 铸坯矫直时的热塑性
连铸坯在铸机中运行到矫直段时,其表面温度一般可以控制在650~1000 ℃之间。金属材料的塑性和温度总体呈正相关关系,即温度越高、热态塑性一般越好(当然,温度过高达到其熔点时便发生熔化了)。然而,这一法则只适合单相的钢。实际钢铁往往是多相材料,以获得更优越的服役性能。在650~1000 ℃之间,大多钢材的微观组织会发生变化,产生所谓相变。一些高强度钢,连铸高温冷却过程中其基体上还会有一些第二相小粒子析出,这往往会导致钢在650~1000 ℃之间的塑性并非是随着温度升高而变好,其中会存在一个塑性较差的区域(热脆性区)。
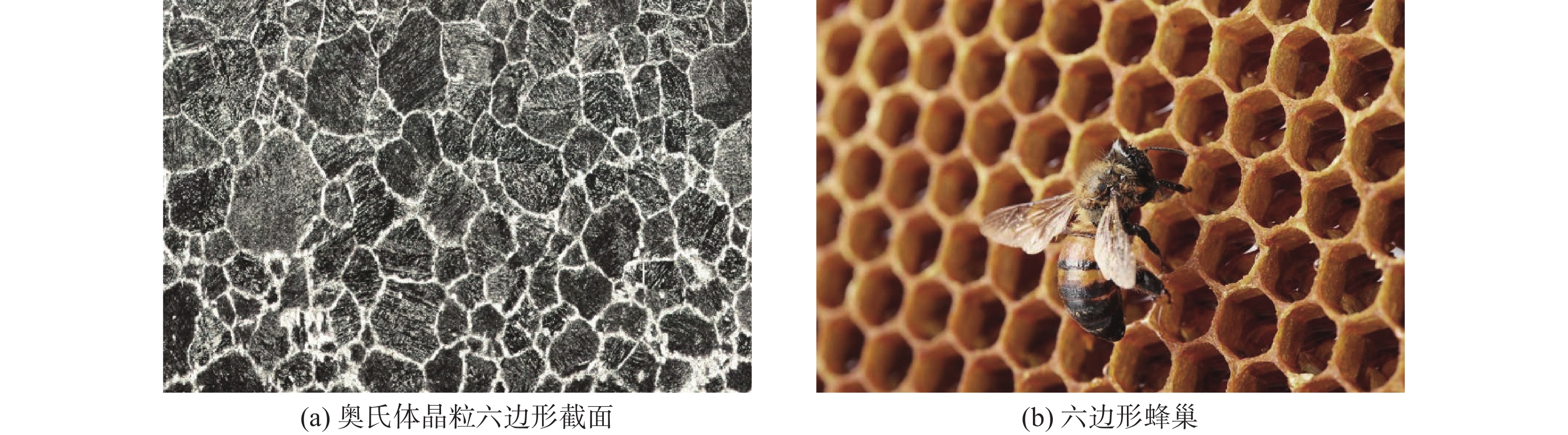
在温度大于750 ℃的高温下,许多钢的组织主要是由奥氏体相(Austenite,以英国物理冶金学家Roberts·Austen命名的一种晶体结构)组成的,如图6(a)所示,白色边界包裹起来的就是奥氏体晶粒的截面。几何上,奥氏体晶粒的形状是十四面体,与水立方国家游泳中心的外薄膜形状相似,其截面一般为六边形,这种形状和图6(b)所示的蜂巢形状类似。
对于诸如齿轮钢等特殊钢种,为了满足其服役性能,其成分中往往必须含有一些用于形成第二相的元素。这些元素在高温下会固溶在奥氏体中,但是随着铸坯温度的降低,它们会形成微小的第二相粒子,沿着奥氏体的晶界析出,也就是沿着图6(a)中的白色网状位置处析出。钢中的析出相与合金元素不同温度下的溶解度有关,这就好比是一杯饱和的热糖水,随着水温降低,糖的溶解度会降低,从而在糖水溶液中沉淀析出糖的颗粒。钢水实际也是一种溶液,其凝固后的溶液称之为固溶体,不同温度下溶解度的差异便会发生不同程度的溶解与析出。
当温度低于950 ℃以后,一些微合金钢中析出的第二相粒子数量足够多,并且都沿着奥氏体晶界分布,这就会导致钢的热塑性变差,容易在矫直过程中产生围绕着第二相粒子的小孔洞,继而导致铸坯表面开裂。
此外,钢的温度在750 ℃附近,也会沿着奥氏体边界开始析出另一种组织,就是图6(a)中的所谓网状铁素体。这也会导致钢的塑性大大变差。
但是当温度在650~700 ℃之间时,奥氏体将分解为别的组织组成物,此时网状的铁素体膜会增厚,第二相粒子对钢塑性的损伤得以减轻,钢的塑性也会有所改善。
综上可知,连铸过程中,弧形铸坯在进入连铸机矫直段的时候应该控制在一个合适的表面温度范围,要根据实际钢种的相变特点通过控制铸坯表面温度保证其具有较好的热塑性,以避免发生矫直裂纹。可见,钢的连铸生产,既是凝固过程,也是塑性加工过程,温度与组织相变的控制至关重要。
文章来源:金属世界
下一篇:已经是最后一篇了
上一篇:分享:金属铼元素在镍基高温合金中的应用

