表 1 TA1铸锭化学成分(质量分数,%)
| 批次 | Fe | C | N | H | O |
| 1# | 0.021 | 0.013 | 0.004 | 0.002 | 0.046 |
| 2# | 0.019 | 0.014 | 0.004 | 0.001 | 0.042 |
| 3# | 0.018 | 0.012 | 0.004 | 0.002 | 0.030 |
| 4# | 0.021 | 0.012 | 0.004 | 0.001 | 0.032 |

钛阳极板材料是电化学工业中得以大量使用的不溶性阳极材料,也称之为尺寸稳定性阳极,即 DSA(Dimensionally stable anode),它以金属钛为基体,表面涂敷以贵金属氧化物或贵金属材料为主要组分的活性涂层,是20世纪60年代末发展起来的一种新型高效电极材料。钛阳极最早用于氯碱工业,现已广泛应用于化工、冶金、电镀、水处理、环保、海洋、阴极保护等领域中。与片式钛板相比,卷式轧制的冷轧钛卷加工成本低,批次稳定性高,受到钛阳极领域应用的青睐。目前冷轧TA1钛卷常见的退火工艺主要有真空炉退火、罩式炉退火和连续退火。真空炉退火和罩式炉退火通常用于900~1500 mm宽幅冷轧卷退火[1-3],连续退火主要用于厚度为0.1~1.0 mm,幅度300~650 mm的窄幅冷轧钛卷、钛箔材再结晶退火。目前钛阳极宽幅TA1冷轧主要采用罩式炉退火。本文探讨了罩式炉中不同退火工艺对TA1钛卷的组织和性能的影响,发现630 °C/10 h工艺可以获得良好的力学性能和晶粒度匹配性,满足符合钛阳极板和网用钛卷的特殊要求。
实验用材料为新疆湘润新材料科技有限公司生产的直径1020 mm,8.5 T的TA1铸锭,采用1级以上海绵钛熔炼,铸锭经4500T快锻造机开坯成220 mm×1230 mm×L mm板坯后进行轧制。1#、2#、3#和4#批次铸锭化学成分如表1所示。
| 批次 | Fe | C | N | H | O |
| 1# | 0.021 | 0.013 | 0.004 | 0.002 | 0.046 |
| 2# | 0.019 | 0.014 | 0.004 | 0.001 | 0.042 |
| 3# | 0.018 | 0.012 | 0.004 | 0.002 | 0.030 |
| 4# | 0.021 | 0.012 | 0.004 | 0.001 | 0.032 |
钛阳极用钛卷生产工艺流程为:1级海绵钛→电极制备→两次自耗熔炼→板坯锻造→热轧→热线酸洗退火→冷轧→脱脂→罩式炉退火→拉矫→切边→成品钛卷。其中罩式炉退火分别采用4种不同的工艺对钛卷力学性能和显微组织进行比较分析。4批次不同罩式炉退火工艺参数见表2。
| 批次 | 规格/mm | 加热温度/°C | 保温时间/h | 冷却方式 |
| 1# | 1.0×1220×C | 650 | 20 | 随炉冷却 |
| 2# | 1.0×1220×C | 650 | 15 | 随炉冷却 |
| 3# | 1.0×1220×C | 630 | 15 | 随炉冷却 |
| 4# | 1.0×1220×C | 630/ | 10 | 随炉冷却 |
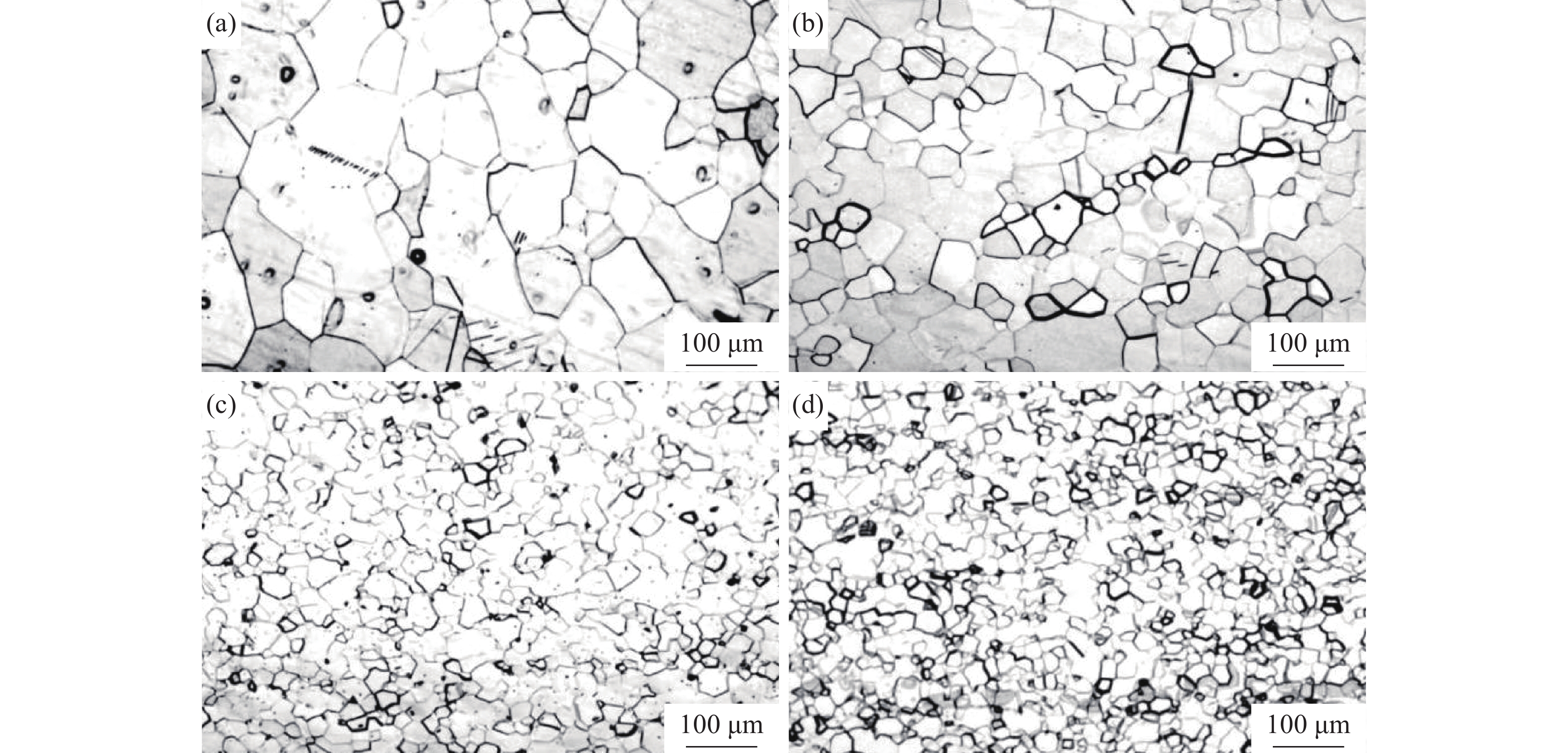
钛阳极用钛卷的横向力学性能和显微组织与铸锭的化学成分、轧制变形量均有一定的关系,但钛卷的退火工艺直接影响钛卷的性能和显微组织。采用4种不同罩式退火热处理工艺,显微组织如图1所示,测得的力学性能见表3。
| 批次 |
抗拉 强度/MPa |
屈服 强度/MPa |
延伸率/% |
表面硬度 HV1 |
晶粒度 |
| 1# | 290 | 221 | 63.5 | 118 | 4.0 |
| 2# | 314 | 236 | 62.0 | 113 | 6.0 |
| 3# | 336 | 248 | 58.0 | 115 | 7.0 |
| 4# | 342 | 259 | 56.5 | 112 | 8.5 |
从图1中可以看出,4批钛卷均为完全再结晶退火状态,表明1.0 mm×1220 mm×C mm在罩式炉中退火温度选定630~650 °C满足完全退火要求。从表2可以看出四种不同热处理工艺,4批1.0 mm×1220 mm×C mm成品钛卷的横向抗拉强度和屈服强度随着温度升高和保温时间增加而降低,延伸率和晶粒度等级逐渐增大,而表面硬度HV1基本无变化。结果表明4批钛卷的拉伸性能和表面硬度均符合标准要求,而采用再结晶退火工艺630 °C/10 h,晶粒度达到8.5级,可以满足钛阳极网对晶粒度≥8.0级特殊要求。
对比4批钛卷的罩式炉退火后晶粒微观组织图片(见图1),1#批次采用650 °C/20 h退火工艺的晶粒发生明显的长大,平均晶粒度等级4.0。随着温度的降低,保温时间减少,4#批次采用630 °C/10 h在罩式炉里进行了完全再结晶退火,平均晶粒度等级达到8.5。分析原因为,4批钛卷1.0 mm×1220 mm×C mm原料采用相同的热轧和冷轧成形工艺,Fe质量分数范围0.018%~0.021%,说明退火前产品状态基本一致,影响晶粒尺寸长大的因素主要是钛卷的退火温度和保温时间。分别对比图1(a)、(b)和图1(c)、(d)采用相同退火温度650 °C和630 °C,随着保温时间增加,晶粒尺寸发生明显的长大和粗化;而对比图1(b)、(c)采用相同保温时间15 h,随着退火温度升高,晶粒尺寸也发生明显的长大和粗化。
从表2中可以看出,随着退火温度的降低和保温时间的减少,强度逐渐增大,延伸率逐渐降低,而表面硬度HV1值结果基本变化不大,表明在罩式炉中不同退火工艺制度对产品拉伸性能影响较大。为满足力学性能和晶粒度匹配性良好,在保证钛卷发生完全再结晶退火的状态下,罩式炉中采用630 °C/10 h的工艺可满足钛阳极板和网用钛卷的特殊要求。
(1)冷轧钛卷在罩式炉中,630 °C和650 °C保温退火后组织为完全再结晶等轴组织,且退火温度越高晶粒尺寸越大,保温时间越长晶粒尺寸越大。
(2)1.0 mm冷轧钛卷在罩式炉中,采用630 °C/10 h保温退火工艺制度,可获得良好的力学性能和晶粒度匹配性,满足钛阳极板和网的特殊要求。
上海国检浦东检测技术有限公司 版权所有 【沪ICP备2022009160号】 百度统计
全国统一服务热线:19957359631
客服手机号:19957359631
电话:021-33362016 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:上海市闵行区莘建东路58弄2号502室
备案号:沪ICP备2022009160号
技术支持:追马网
 下载:
下载: