表 1 DH590D+Z的主要化学成分(质量分数) %
| C | Si | Mn | Al | P | S | Nb | N |
| 0.10~0.12 | 0.10~0.15 | 1.0~1.4 | 0.6~0.8 | ≤0.015 | ≤0.007 | ≤0.015 | ≤0.005 |

为了实现汽车轻量化节能减排、提高汽车安全性,先进高强钢在白车身中的应用与日俱增,其中双相钢由于良好的综合力学性能已经成为先进高强钢中应用量最大的钢种[1−3]。然而,目前欧洲主流汽车企业意识到传统的双相钢(DP钢)在诸多高拉延性的零件上成形困难,难以满足汽车设计复杂冲压结构件,而采用相变诱导塑性钢(TRIP钢),则导致合金含量较高,焊接问题较大,并且延伸率富余,造成浪费[4]。因此开发具有TRIP效应的DP钢,获得高延展性DP钢具有较好的经济适用性。本发明在传统DP钢的基础上通过控制生产工艺的方式引入一定量稳定的残余奥氏体,通过变形过程中残余奥氏体产生的 TRIP 效应,延伸率可以提高20%~40%,在不增加成本的前提下提高成形性能,满足复杂零件成形需求[5]。
现阶段为了满足诸多高拉延、高翻边零件的成形要求,往往采用较传统DP钢强塑积更高的淬火延性钢(Q&P钢)、中锰钢、TWIP钢和强成型性双相钢(DH 钢),但需添加较多合金元素,增加了合金成本,而且可焊接性降低。本研究在传统DP钢的基础上以C?Si?Mn?Al为基础合金体系,不添加Mo、Cr、Ti等贵重金属,严格控制各元素占比,以较低合金成本设计590 MPa及以上级别的增强成型性热镀锌双相钢,具体成分如表1所示。
| C | Si | Mn | Al | P | S | Nb | N |
| 0.10~0.12 | 0.10~0.15 | 1.0~1.4 | 0.6~0.8 | ≤0.015 | ≤0.007 | ≤0.015 | ≤0.005 |
化学成分对DH590D+Z的组织性能有重要影响,重点针对C、Si、Mn、Al、Nb元素的作用进行介绍:(1)C元素起到稳定奥氏体的作用,在冷却过程中合理控制C含量的占比可以获得一定量稳定的残余奥氏体,并保证马氏体的占比。但是C含量占比过多会降低钢板的延伸率,增加脆性[6];(2)Si元素能够溶解于铁素体起到固溶强化的作用,而且Si元素能够促进铁素体中C、Mn元素向奥氏体中富集,有效抑制残余奥氏体的分解,进而保证了残余奥氏体形变过程中通过发生TRIP效应提高双相钢的延伸率。Si元素还能够提高铁素体(F)基体的连续性,避免马氏体相互联接,防止马氏体区域出现裂纹,而且能提高铁素体中C的活性,使其具有更好的韧性,从而优化双相钢强度和韧性的平衡。但是如果添加过量,退火时容易在钢带表面氧化,降低镀锌浸润性,造成镀层缺陷,恶化镀锌板的点焊性,并且Si的氧化物形成的位置倾向于在晶界,损坏浸润性的程度比Mn大,且Si较易氧化,所以其添加量也受到限制[7];(3)Mn元素是良好的脱硫剂和脱氧剂,而且起到稳定奥氏体、提高淬透性的作用,提高钢板力学性能的均匀性。但是Mn含量占比过高会降低焊接性能[8];(4)Al元素是钢冶炼过程中常用的脱氧剂,同时起到细化晶粒、提高冲击韧性的作用。Al元素可以有效抑制残余奥氏体的分解,与Si元素有相似效果。但是Al元素控制不当会引起连铸过程中水口堵塞、夹杂物过多等问题[7];(5)Nb元素通过抑制再结晶进程对细化晶粒有显著效果,和前述的Mn元素都有使CCT曲线右移的作用,易达到理想的组织构成(铁素体+马氏体+残余奥氏体),同时也能明显提高热轧时的变形抗力 [9−10]。
增强成型性热镀锌双相钢的生产流程为:铁水预处理→转炉冶炼→LF精炼→RH真空精炼→连铸→热轧→酸洗、冷轧→退火、热镀锌→平整→成品检验→包装→出厂。
连铸坯经加热炉加热后经多道次粗轧和精轧后制成热轧板,热轧板厚度约3 mm。其中需要重点控制的工艺参数包括铸坯加热温度、终轧温度、卷取温度,具体参数如表2所示。由于双相钢中的Nb元素有抑制再结晶的作用,为了获得组织较为均匀的热轧板,降低冷轧时的变形抗力,需要设定较高的热轧终轧温度,因此将热轧终轧温度设定为870~910 °C。卷取方式为“U型”卷取,卷取温度设定为540~580 °C,目的是获取沿轧向组织均匀的热轧板。
| 铸坯加热温度/°C | 终轧温度/°C | 卷取温度/°C |
| 1200~1250 | 870~910 | 540~580 |
考虑到冷轧机组的轧制能力和要求的最终产品规格,冷轧的变形量设定为55%~80%,冷轧原料入口厚度为2.5~5.5 mm,冷轧出口最终产品厚度为0.5~2.5 mm。
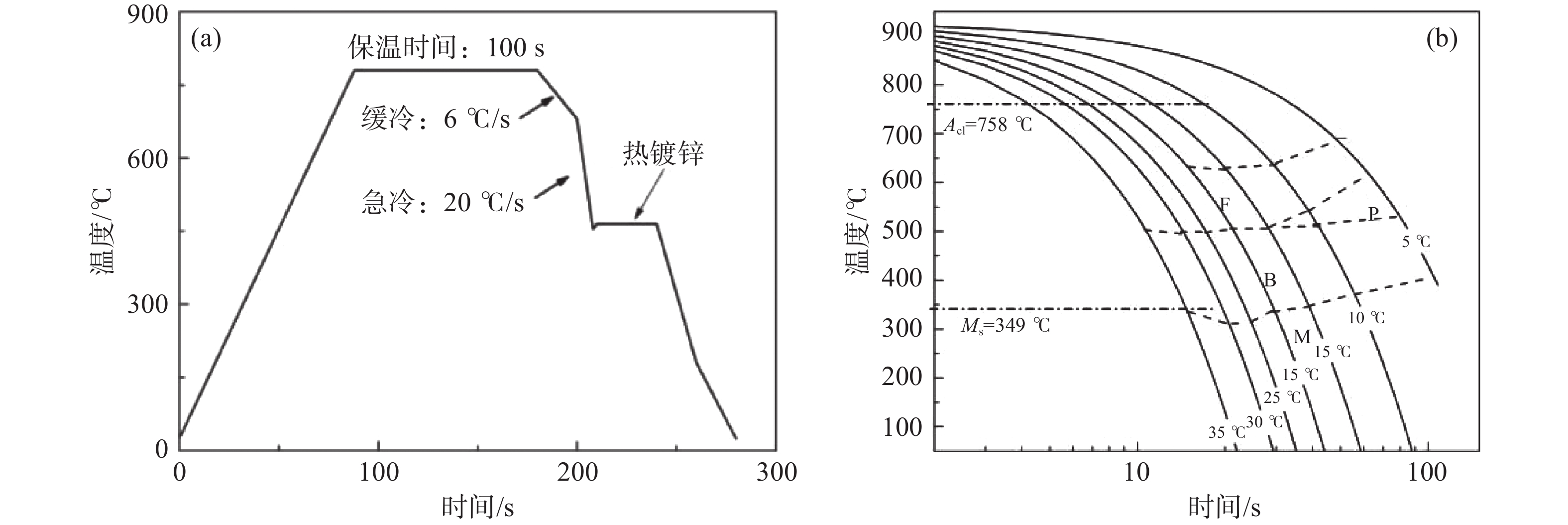
退火工艺是保证双相钢中铁素体(F)、马氏体(M)、贝氏体(B)及残余奥氏体(A)具有较理想占比的重要因素,加热温度、冷却速率和终止温度直接影响双相钢的组织性能。通过热模拟试验测定双相钢的相变点,并绘制CCT曲线。退火关键工艺参数如表3所示,退火温度变化曲线及CCT曲线如图1所示。由图1(b)CCT曲线可知冷却速率对双相钢最终组织的影响非常明显,当冷却速率≥15 °C/s时可避过珠光体(P)转变区,因此将退火工艺中快冷段的冷却速率设定为20 °C/s,终态组织由铁素体+马氏体(贝氏体)+残余奥氏体构成。退火工艺中的升温及保温阶段是奥氏体形核及长大的过程,保温时间影响奥氏体成分的均匀化,较长的保温时间可以促使铁素体中的C、Mn元素向奥氏体中富集,提高奥氏体的稳定性,有利于残余奥氏体的引入。因此,为保证终态组织中残余奥氏体的占比,将退火工艺中保温段设定为100 s。
| 加热温度/°C | 均热段温度/°C | 缓冷终止温度/°C | 快冷终止温度/°C |
| 770~790 | 770~790 | 670~690 | 460~470 |
为保证热镀锌质量,酸轧带钢退火后进入锌锅的温度设定为460~470 °C,镀锌后经空冷、水淬冷却至室温。光整延伸率设定为0.6%~0.9%。
按前述设计的成分及相关工艺参数试制DH590D+Z,共试制10卷,有5卷性能不合,其中3卷强拉强度低于590 MPa,2卷屈服强度高于420 MPa。对全流程工艺参数排查后,发现热轧、冷轧、退火及热镀锌工艺均无异常。对成分配比排查后发现性能不合钢卷的C含量接近上限值或者下限值,具体成分配比详见表4。DH590D+Z要求C质量分数内控为0.10%~0.12%,由表4可知,性能不合钢卷中1-3号钢卷的C质量分数接近内控下限值0.10%,4、5号钢卷的C质量分数接近内控上限值0.12%。由于当C质量分数高于0.105%且低于0.115%时各项性能指标满足内控要求,故将C质量分数内控要求收缩为0.105%~0.115%。调整内控要求后试制钢卷各项性能均在要求范围内,各项性能指标详见表5。
| 序号 | C | Si | Mn | Al | P | S | Nb | N | 备注 | |
| 抗拉强度,Rm | 屈服强度,Rp0.2 | |||||||||
| 1 | 101 | 122 | 1640 | 660 | 9 | 5 | 9 | 5 | 572 | 344 |
| 2 | 100 | 121 | 1760 | 650 | 11 | 5 | 12 | 4 | 568 | 340 |
| 3 | 103 | 145 | 1800 | 780 | 13 | 6 | 11 | 4 | 586 | 379 |
| 4 | 120 | 135 | 1770 | 700 | 8 | 5 | 13 | 4 | 700 | 432 |
| 5 | 118 | 150 | 1610 | 610 | 10 | 5 | 10 | 3 | 688 | 437 |
| 6 | 105 | 135 | 1790 | 670 | 8 | 5 | 11 | 3 | 600 | 390 |
| 7 | 115 | 139 | 1770 | 790 | 14 | 5 | 12 | 4 | 630 | 415 |
| 钢卷厚度/mm | Rp0.2/MPa | Rm /MPa | 标距,A80/mm | 加工硬化指数,N |
| 1.5 | 383 | 634 | 26.1 | 0.166 |
| 1.3 | 361 | 610 | 26.0 | 0.154 |
| 1.5 | 377 | 623 | 28.3 | 0.170 |
按前述预先设计的工艺参数试制出镀锌板的强度偏高,为满足不同客户对DH590D+Z力学性能等指标的要求,适当调整退火、平整率等工艺参数,调整后退火工艺参数如表6所示,平整率调整为0.3%~0.6%。为适当降低镀锌板的强度,将快冷段终止温度升高至490~500 °C,并降低平整率。工艺调整后试制钢卷的屈服强度和抗拉强度在满足要求的前提下有所降低,详见表7。
| 加热温度/°C | 均热段温度/°C | 缓冷终止温度/°C | 快冷终止温度/°C |
| 770~790 | 770~790 | 640~660 | 490~500 |
| 钢卷厚度/mm | Rp0.2/MPa | Rm/MPa | A80/mm | N |
| 1.5 | 355 | 598 | 28.1 | 0.176 |
| 1.5 | 359 | 603 | 27.2 | 0.168 |
| 1.3 | 360 | 607 | 26.9 | 0.160 |
增强成型性热镀锌双相钢DH590D+Z多用于制作形状复杂且对强度要求较高的零部件,与其它钢厂生产的增强成型双相钢相比,本文所述的双相钢在保证强度的基础上拥有较强的冲压成型性。图2为不同来源590 MPa级增强成型性热镀锌双相钢的成型性能对比图,由于屈强比低或者强度不够,其它钢厂产品在成型过程中容易出现形状不良或不能满足强度测试标准。
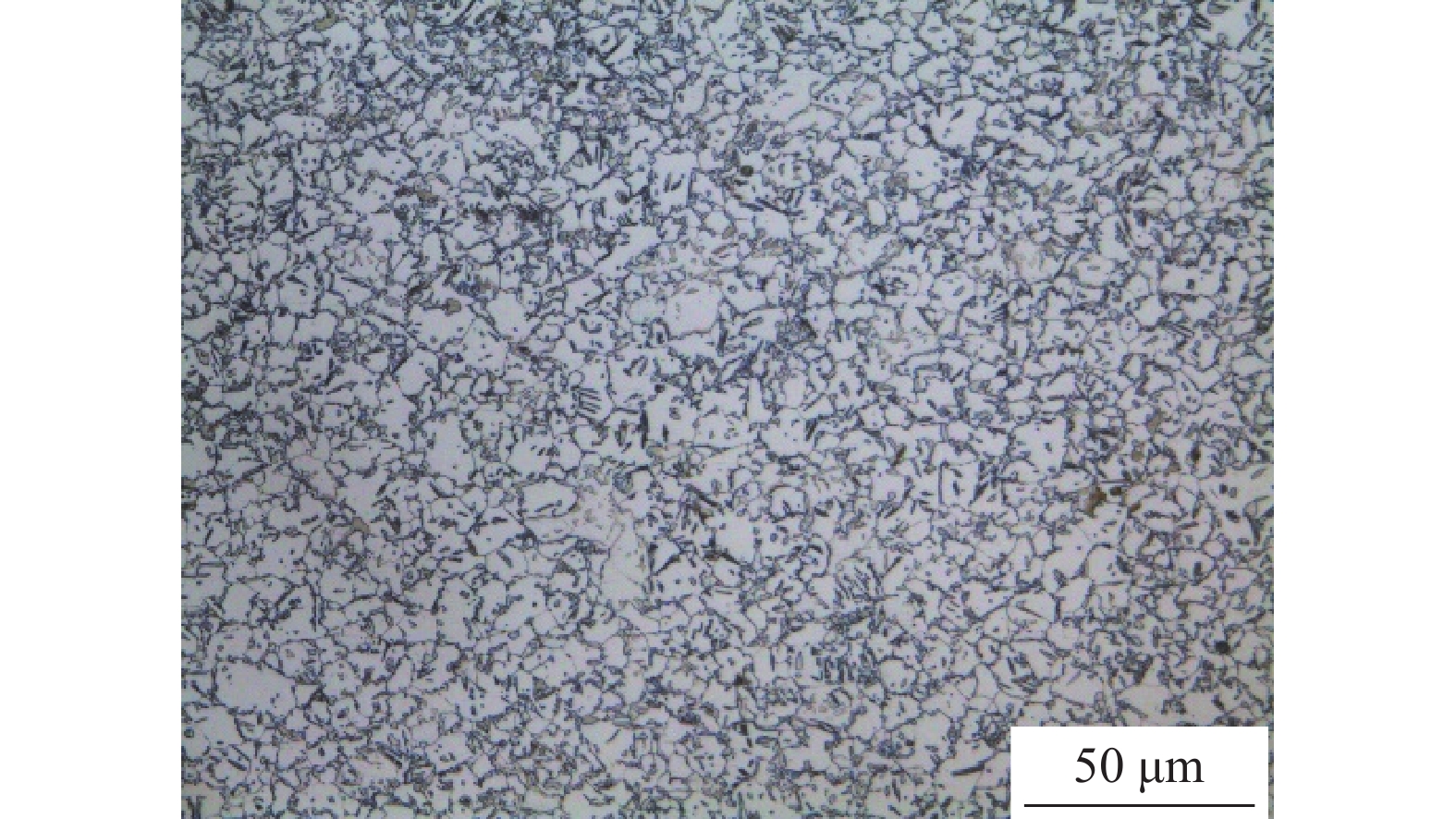
增强成型性热镀锌双相钢DH590D+Z的良好性能,取决于铁素体、马氏体及少量残余奥氏体的最佳体积分数配比,以及第二相马氏体组织中的最佳C含量。增强成型性热镀锌双相钢DH590D+Z的典型微观组织形貌如图3所示。
相同工艺条件下,C质量分数偏高(接近初始成分设定上限0.12%)时,则在两相区形成的γ组织稳定性更高,易于在随后的冷却工艺过程中形成第二相马氏体组织,且马氏体组织中C含量偏高,造成屈服强度偏高、抗拉强度偏高的现象,且加工硬化指数偏低。
相同工艺条件下,C质量分数偏低(接近初始成分设定下限0.10%)时:C含量偏低的钢卷,在两相区形成的γ组织稳定性较低,在随后的缓冷过程中,取向附生铁素体的生成量增多,而取向附生铁素体的含C量要比先共析铁素体的含C量低,从而影响钢卷的强度;C含量偏低的钢卷,在两相区形成的γ组织中C含量偏低,则在随后的冷却工艺过程中形成第二相马氏体组织中C含量偏低,从而影响钢卷的强度。
因此将C质量分数的占比区间调整为0.105%~0.115%,以保证钢卷的力学性能满足要求。
退火温度对钢卷的最终组织构成及力学性能有非常重要的影响,通过调整退火温度,可以在一定程度上调控铁素体及马氏体的配比,进而调控钢卷的屈服强度和强拉强度。在不改变合金成分的前提下,适当提高退火温度,提高快冷段的冷却速率,能够增加残余奥氏体的占比,残余奥氏体的TRIP效应可以有效提高钢卷的延伸率。
(1) C含量的占比对增强成型性热镀锌双相钢DH590D+Z的强拉强度及屈服强度有显著影响。通过工业试制发现,本实验设计的合金体系中,C质量分数控制在0.105%~0.115%时,钢卷的力学性能较好。
(2) 退火工艺参数对增强成型性热镀锌双相钢DH590D+Z的组织性能有重要影响,通过调整退火温度及冷却速率,可以调控钢卷组织占比,进而影响钢卷的各项性能。
(3)增强成型性热镀锌双相钢DH590D+Z广泛应用于汽车中成形较为复杂的横梁、纵梁、门槛加强板等结构安全类零件,已实现批量稳定生产。
来源--金属世界
上海国检浦东检测技术有限公司 版权所有 【沪ICP备2022009160号】 百度统计
全国统一服务热线:19957359631
客服手机号:19957359631
电话:021-33362016 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:上海市闵行区莘建东路58弄2号502室
备案号:沪ICP备2022009160号
技术支持:追马网
 下载:
下载: